- 產品
- 供應
- 公司
- 新聞
制磚機是磚瓦工業中不可缺少的重要設備,而螺旋鉸刀又是制磚機的關鍵部件,其壽命長短、質量好壞對磚機的使用起決定作用。但是由于它的惡劣的工作條件,致使螺旋鉸刀成為易損部件,故如何提高其質量,延長其使用壽命是一個重要的課題。作為國產螺旋焊接材料的領軍單位,北京固本科技有限公司公開了該公司為客戶提供的螺旋鉸刀焊接工藝流程及標準規范。
一、焊接方法
制磚機螺旋常用堆焊方法有手工電弧焊、二氧化碳氣體保護焊、噴焊等。綜合考慮焊接速度、熔敷率、生產成本等多方面因素,應該選用二氧化碳氣體保護焊,也就是氣保焊方法進行螺旋堆焊。氣保焊的主要焊接設備是氣保焊機,一般選用500型即可。
二、堆焊材料選擇
堆焊材料的合理選擇是螺旋堆焊修復前一個重要環節。制磚機螺旋堆焊材料選擇,一般有如下原則:
1、滿足螺旋鉸刀工況條件
螺旋鉸刀堆焊修復后的使用條件是選擇堆焊耐磨材料最主要的依據。由于螺旋鉸刀是在低應力磨料磨損狀態下工作,所以堆焊材料必須具有高硬度、高耐磨性,而對其沖擊韌性要求不高。
2、從經濟角度選擇耐磨堆焊材料
當有幾種耐磨堆焊材料都能滿足使用要求時,應盡量選取價格低的堆焊材料,以降低堆焊零件的成本。但要注意有可能價格較貴的高合金堆焊材料,壽命比較長些,這時應綜合比較它們的經濟性,以選擇既滿足使用要求,又有良好經濟性的堆焊材料。
3、應考慮堆焊材料的操作性能
在滿足螺旋使用條件和經濟指標的前提下,應該盡量選擇工藝簡單、易操作的堆焊材料。
4、堆焊材料推薦
北京固本KB899耐磨焊絲,填充碳化鎢粒子的復合焊絲,堆焊單層,硬度高達68 HRC。全網最耐磨的焊絲,耐磨性超高鉻鑄鐵3倍。特別適用于磚機螺旋磨損工況。
三、焊前準備
將螺旋鉸刀表面消除干凈,特別要徹底除銹。層間清理也要徹底,防止夾渣等焊接缺陷的產生。檢查并確保CO2保護氣體的純度>99.8%,最低不應<99.5%。
四、焊接參數推薦
耐磨焊絲直徑1.6mm,焊接電流220~280A、焊接電壓22~28V。保護氣體為純二氧化碳或純氬氣、保護氣體量20L/min、焊絲伸出長度15~20mm、焊接速度35cm/min、焊槍傾角80度、電流類型為直接反流。
五、螺旋鉸刀堆焊流程
1、鉸刀正面A區堆焊1層,厚度為3mm。B區堆焊2層,共5mm厚。
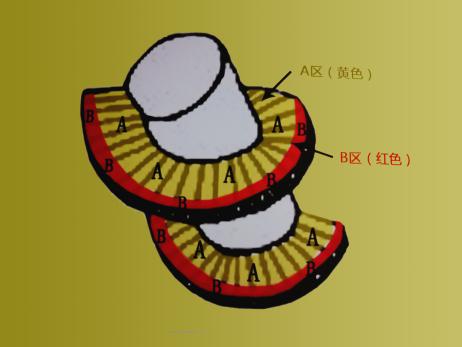
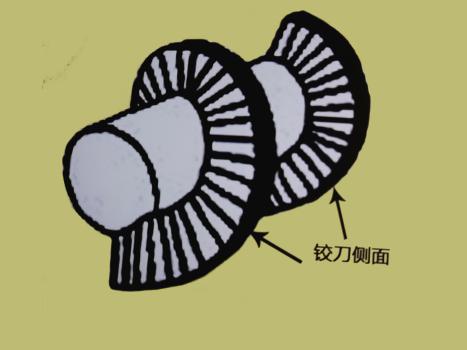
2、鉸刀側面堆焊3層,共8mm厚。焊接側面之前,先將鉸刀正面沿著外沿切割一公分。
3、焊槍前端與工件的距離為15~20mm。
4、焊槍與水平地面的夾角為60~70度。
5、焊接過程中,焊槍左右均勻擺動,擺動寬度為30mm。
注:此螺旋鉸刀焊接工藝流程及標準規范由北京固本科技有限公司制定和發布,僅適用于北京固本KB899耐磨焊絲。使用其他焊接材料時,文檔內容僅供參考。












