- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
鑄鐵三維焊接平臺:鑄鐵平臺按GB/T 22095-2008制造。
鑄鐵三維焊接平臺工作表面不應有砂孔、氣孔、裂紋、夾渣及縮松等鑄造問題。各個鑄造表面應 清理干凈 型砂、且表面平整,涂漆牢固。各棱邊應修鈍。在精度等級低于“0”級的平臺工作面上,對于直徑小于15mm的砂允許用相同的材料堵塞,其硬度應低于周圍材料的硬度。在工作面上堵塞的部位應不多于四處,其相互之間的距離應不小于80mm。
鑄鐵三維柔性焊接平臺的一個設計制造理念,這個新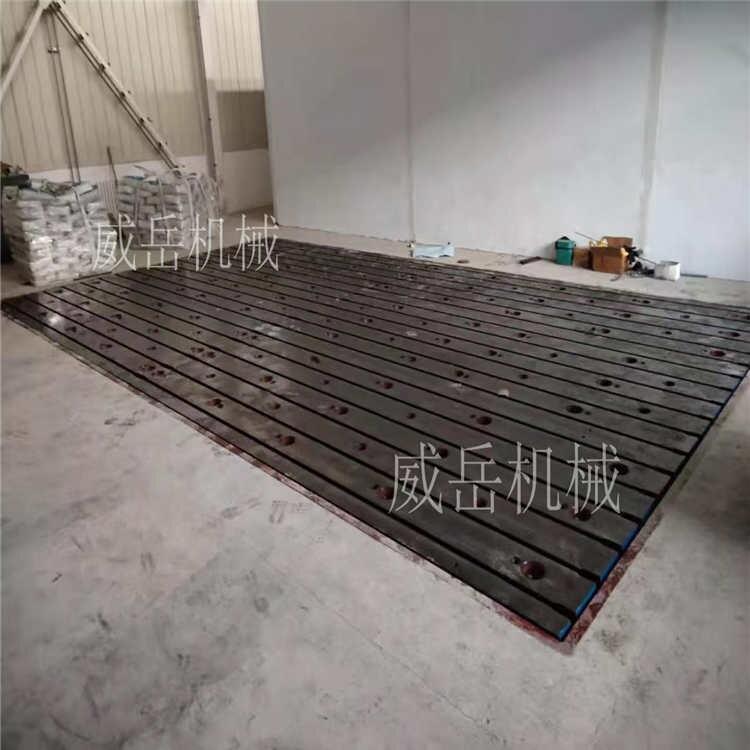


是相比傳統焊接平臺來說的,傳統的焊接工作臺是一個平面,或者開槽,或者打孔,平面的焊接平臺是鈑金焊接用的
多開鑄鐵t型槽的鑄鐵焊接平臺是用于工程機械的定位焊接,打孔的鑄鐵焊接平臺主要是為了漏焊渣子,而三維柔性焊接平臺的特點超出了傳統的想像!在現有的焊接平臺中,除了三維柔性焊接平臺的使用比較有優點,其他普通的平臺似乎都沒什么競爭能力。大家入股哦考慮使用三維柔性的方箱那么在焊接的時候可可以利用這些配件來做出更好的焊工臺了。
這樣的鑄鐵焊接平臺使用起來很方便,也效率。
在工作上使用這類鑄鐵焊接平臺能夠做出的產品優點多,很有市場優點。
1.看鑄鐵焊接平臺外觀:外表粗糙度、問題、壁厚、鑄鐵工裝平臺還得看有沒有鑄造氣孔和砂眼以及有沒有補焊等等;
2.量鑄鐵焊接平臺尺寸:三維尺寸(長寬高)、表面光潔度(≤1.6)/尺寸公差(垂直度≤0.05mm、平行度≤0.05mm、平面度≤0.1mm/m2、孔徑公差D7、孔距公差≤0.05mm)等;
廣大客戶在使用鑄鐵平臺防銹底漆的三維焊接平臺需要符合哪些要求呢?
根據小編所了解使用防銹底漆時焊接平臺時要與三維焊接平臺鑄件表面有良好的附著力,有良好的防銹性能,對其上層油漆有良好的結合力,便于我們施工和保存,那么我們在選用三維焊接平臺防銹底漆時要注意哪些地方呢?
常用的防銹底漆有油脂漆.樹脂漆.瀝青漆.磷化漆等.它們的性能和應用范圍各不相同.焊接平臺經清理.檢驗合格后.通常在非加工面或全部表面上涂以防銹漆.應用時應仔細了解.在選用.在生產中三維焊接平臺一般用人工刷漆工藝簡單.經濟方便適用于單件生產的鑄件。
1、鑄鐵焊接平臺的工作環境:不同類型的防銹漆適用的工作環境是不同的.因此在選擇是應了解焊接平臺的工作環境。
2、鑄鐵焊接防銹底漆的施工方法:防銹底漆各自都有自己相應的施工涂裝方法,不過要確認本廠或車間是否具備這樣的條件。
3、底漆與上層漆不須配套:三維焊接平臺除了上底漆之外還要上面漆,其中面漆多數是在機械加工之后進行,因此應考慮底漆與面漆之間的粘合,通常同類漆料配制的底漆與面漆是配套的,具有較強的粘合力,不同類型漆料配制的底漆與面漆可能并不配套,互相不能很好粘合,因而我們在使用時要了解漆的性能。http://www.chinaweiyue.com/
隨著國內制造生產的化,目前很多車間都在批量生產制造,在批量生產當中,如果還是按照傳統方法單一讓技術工人逐個進行劃線、找正、定位、固定,會消耗大量的工作時間。如果遇到相對位置比較復雜的工件會消耗更多的時間,效率會很低。而且靠人為測量、定位很難保證組對質量,因為在不斷的重復工作中往往會因為個人人為因素造成各個失誤,結果保證不了質量,還會消耗大量的人工和輔助時間,無形中也加大了生產成本。鑄鐵焊接工裝夾具的使用能克服人為因素造成的各類失誤,并且能夠簡化組裝流程,很大程度上提高了組裝效率。然而工裝夾具自身的設計和投入費用很低,和傳統生產使用的人工相比,只是微乎其微。從經濟價值角度來看,工裝夾具的應用會帶來可觀的經濟效應,在很多的生產車間已經通過客觀實踐充分證明這一點。











