- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||

混料溫度:混合好的原料溫度應在3—35℃之間,溫度太低,不利于交聯劑在HDPE粉料中的分散,造成管材交聯不均勻,溫度太高則會使交聯劑揮發,造成管材交聯度過低,管材的熱強度降低,終縮短管材的使用壽命。為了保證合理的混料溫度,建議使用帶水冷裝置的混合機。工藝溫度的控制工藝溫度的設定原則——在不影響管材的交聯度及外觀質量的前提下,溫度設定的越低越好。模具前端的加料段(機體、轉接段)的溫度不能過高,不要超過18℃,否則將會出現預交聯現象,提早交聯的原料會覆著在轉接器內壁及分流錐處,時間一長就會造成碳化脫落,與管材一起擠出,在管壁內形成雜質,極易在施工打壓及使用過程中發生泄漏,同時建議各PE-Xa管材生產企業定期清理擠出機的轉接器及分流錐。

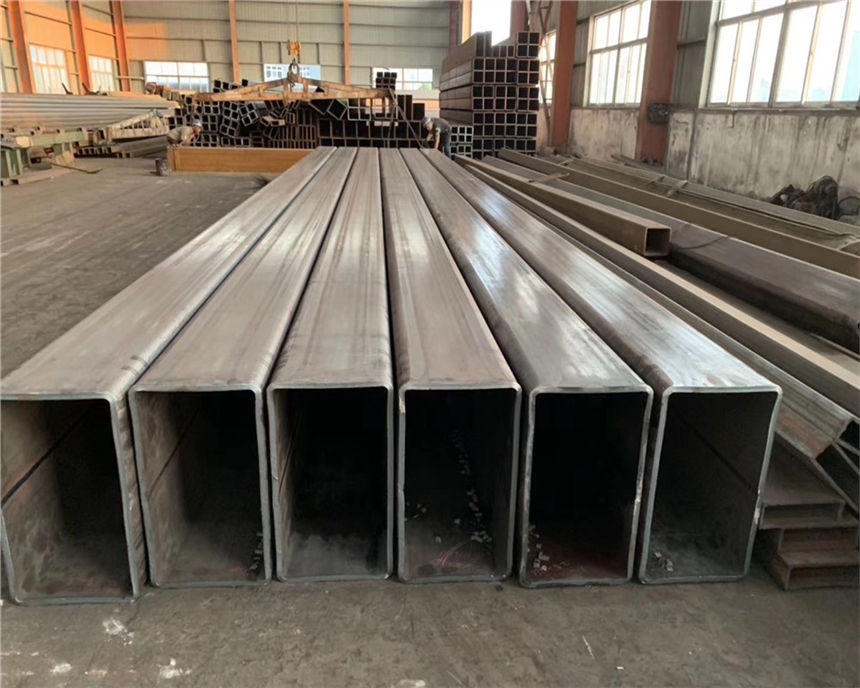
可生產非標方管價格低:送貨上門。公司是一家以生產矩形鋼管為主的方管廠作為專業矩管生產加工,無縫方管生產加工企業,矩形鋼管生產工藝采用先進的熱軋鋼管生產線生產,產品銷往全國,并部分出口,同時對外承攬來料加工業務,可根據客戶需求生產各種非型號和各種鋼號鋼管。公司是一家專業生產高頻焊接方矩管的生產企業。車間配備有30條高頻焊接生產線,這些先進的設備均由專業化的微機操作。作為方管、矩管的生產商之一,我們的年產量近100萬噸。產品覆蓋20× 20— 600× 600的特大型方管,以及冷彎異型管、開口型鋼、熱軋方管、非標圓管。 特大型600× 600× 25方管生產線、生產范圍100× 100— 600× 600,壁厚2— 25mm,材質普碳鋼、不銹鋼、錳鋼、合金鋼。并可生產橢圓、菱形等異型管。彎曲扭曲為1/1000以下。
方管 20*20*2
方管 30*30*2
方管 50*50*3
方管 50*50*3.5
方管 50*50*3.75
方管 60*60*1.7
方管 60*60*2
方管 60*60*2.3
方管 60*60*2.5
方管 60*60*2.75
方管 60*60*3
方管 60*60*3.25
方管 60*60*3.5
方管 60*60*3.75
方管 70*70*2.75
方管 70*70*3
方管 70*70*3.5
方管 80*80*1.8
方管 80*80*2
方管 80*80*2.3
方管 80*80*2.5
方管 80*80*2.75
方管 80*80*3
方管 80*80*3.5
方管 80*80*3.75
方管 80*80*4
方管 80*80*4.75
方管 80*80*5
方管 100*100*1.8
方管 100*100*3-4-5-6-8-10
方管 100*100*2.5
方管 100*100*2.75
方管 100*100*5
方管 100*100*3.5
方管 100*100*3.75
方管 100*100*4
方管 100*100*4.5
方管 100*100*4.75
方管 120*120*2.5
方管 120*120*2.7
方管 120*120*3.5
方管 200*200*5.75大口徑方矩管,是方形管材的一種稱#;,也便是邊長持平的的鋼管。是帶鋼通過工藝處理卷制而成。出一條深線來,;因為優質的鋁管是比較純的鋁材所制,;鋁所具有的良好延伸性.;當然這種好材料一般用在軍工產業或特殊行業.;把鋁管的內壁用利器刮。;一般是把帶鋼通過拆包,平坦,曲折,焊接構成圓管,再由圓管軋制成方形管然后剪切成需求長度。因為有了這種同步關系,即使由于慣量、加減速時間常數不同、負載波動而造成的主軸轉動的角度或Z軸移動的位置變化也不影響加工精度,因為主軸轉角與Z軸進給是同步的,在攻絲中不論任何一方受干擾發生變化,則另一方也會相應變化,并永遠維持線性比例關系。如果我們用剛性攻絲加工螺紋孔,可以很清楚地看到,當Z軸攻絲到達位置時,主軸轉動與Z軸進給是同時減速并同時停止的,主軸反轉與Z軸反向進給同樣保持一致。正是有了同步關系,絲錐夾頭就用普通的鉆夾頭或更簡單的專用夾頭就可以了,而且剛性攻絲時,只要刀具(絲錐)強度允許,主軸的轉速能提高很多,4r/min的主軸速度已經不在話下。
原因是制造起動器時電阻值是確定的,在使用中很難改變,雖然可以通過轉換分接頭來進行分級起動,但當級數較多時,勢必增加控制系統的復雜性,而制造成本、故障率也將隨之大幅度提高,所以一般電阻式起動器均在2~5級間。這樣,加在電動機定子繞組上的電壓、電流等主要電量參數在分級起動時仍有很大的波動。頻繁起動場合下的起動特性不好。原因是在起動過程中電阻值會隨著電阻的溫度變化,在停止到再起動過程中需經長時間冷卻過程。
中厚板主要用于船艦、橋梁、鍋爐、容器、石油化工、工程機械及國防建設等方面,其品種繁多,使用溫度區域較廣(-200~600℃),使用環境復雜(耐侯性、耐蝕性等),使用要求高(強韌性、焊接性等)。中厚鋼板是國民經濟中具有戰略意義的鋼材品種。中厚板軋制中對組織性能的控制是提高鋼板成材率的關鍵之一,在這方面,近年來正在研發的新技術主要有以下一些。一.中間冷卻技術。














