- 產(chǎn)品
- 供應(yīng)
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||


無縫方管,是四方四角的鋼管,由無縫鋼管冷拔擠壓成型的方型鋼管,無縫方管和焊接方管有著本質(zhì)的差別。鋼管具有中空截面,大量用作輸送流體的管道。

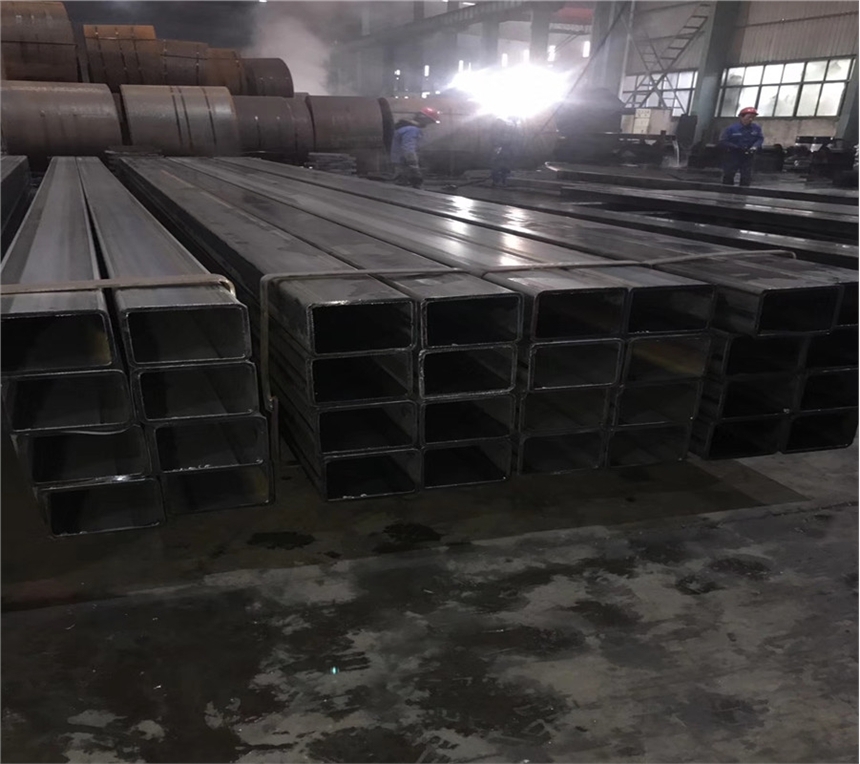
鋼管與圓鋼等實(shí)心鋼材相比,在抗
彎抗扭強(qiáng)度相同時(shí),重量一般較輕,是一種經(jīng)濟(jì)截面鋼材,廣泛用于制造結(jié)構(gòu)件和機(jī)械零件,如石油鉆桿、汽車傳動(dòng)軸、自行車架以及建筑施工中用的鋼腳手架等。用鋼管制造環(huán)形零件,可提高材料利用率,簡化制造工序,節(jié)約材料和加工工時(shí),如滾動(dòng)軸承套圈、千斤頂套等。2013年已用鋼管來制造。鋼管還是各種常規(guī)武器不可缺少的材料,管、炮筒等都要鋼管來制造。鋼管按橫截面積形狀的不同可分為圓管和異型管。由于在周長相等的條件下,用圓形管可以輸送更多的流體。圓環(huán)截面在承受內(nèi)部或外部徑向壓力時(shí),受力較均勻,絕大多數(shù)鋼管是圓管。
鎮(zhèn)江270*250*12Q345B方矩管廠家定尺農(nóng)業(yè)大棚用Q355B方管
還原度在8℃時(shí)接近42.8%。當(dāng)溫度達(dá)到85℃時(shí),出現(xiàn)了過還原現(xiàn)象,該試驗(yàn)8℃是該磁化焙燒反應(yīng)的溫度。焙燒溫度對(duì)弱磁選的影響試驗(yàn)條件:焙燒時(shí)間6min,礦樣粒度-2目占7%,磁選管磁感應(yīng)強(qiáng)度.12T,瓦斯灰粒度-2目占4%。圖9給出了不同焙燒溫度獲得的磁化焙燒礦的磁選結(jié)果。-品位;-回收率從圖9可看出,隨著焙燒溫度的升高,鐵精礦品位逐漸升高,而回收率下降。,75℃時(shí)鐵精礦的品位分別為58.2%,58.8%,變化并不大,回收率由7℃的78.8%下降到了75℃時(shí)的73.53%;當(dāng)溫度到達(dá)8,85℃,鐵精礦的品位分別提高到了6.8%,61.9%,8℃時(shí)鐵精礦的回收率仍在7%以上,而85℃的回收率僅為4.9%;這主要因?yàn)樵诟邷兀€原劑過多的條件下,產(chǎn)生了過還原現(xiàn)象,生成了弱磁性富氏體或弱磁性的硅酸鐵。
金屬電極外由礦物質(zhì)熔劑包覆,熔劑熔化時(shí)形成焊渣蓋住焊接熔池。此外,包覆的熔劑還釋放出氣體保護(hù)焊接熔池,而且,還含有合金元素用來補(bǔ)償合金熔池的合金損失。在有些情況下,包覆的熔劑內(nèi)含有所有合金元素,中部的焊條僅是碳鋼。然而,在采用這些類型的焊條時(shí),需要特別小心,因?yàn)樗酗w濺都具有軟鋼性質(zhì),在使用過程中焊縫會(huì)銹蝕。如果使用直流電弧,焊條連接到正極,但如果使用鈦型焊條,也可以使用交流電弧。電壓一般為2~3伏,電流取決于焊接材料的厚度、焊條規(guī)格、焊接結(jié)構(gòu),范圍在15~4安。電阻焊這種焊接包括一系列的焊接技術(shù)。其共性是通過輸入高電流使不銹鋼局部熔化來完成焊接。簡單的例子是點(diǎn)焊,在點(diǎn)焊時(shí),利用兩塊銅電極夾住要焊接的工件,然后,使電流流經(jīng)所夾的材料。電阻焊的另一種形式是滾焊,在滾焊時(shí),電極為銅輥。沿焊接的材料上移動(dòng)來獲得"連續(xù)的"點(diǎn)焊。縫焊廣泛用于兩片組合的容器和其它耐用消費(fèi)品的焊接。高頻焊也依靠電阻加熱完成,但電流是通過磁感在不銹鋼內(nèi)部產(chǎn)生。這種焊接方法用于用帶鋼生產(chǎn)焊管。


員產(chǎn)品")


入企業(yè)網(wǎng)站")









