- 產(chǎn)品
- 供應(yīng)
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
(1)特大型600× 600× 25方管生產(chǎn)線、生產(chǎn)范圍100× 100— 600× 600,壁厚2— 25mm,材質(zhì)普碳鋼、不銹鋼、錳鋼、合金鋼。并可生產(chǎn)橢圓、菱形等異型管。


(2)高精度冷管及開口型鋼生產(chǎn)線20× 20— 150× 150,壁厚0.8— 8mm. 承攬高精密方矩管,可生產(chǎn)三角形、八棱型、六棱型、橢圓及其它異型,并可生產(chǎn)8mm以下各型開口型鋼。
(3)厚壁圓管改徑設(shè)備,可生產(chǎn)非標(biāo)厚壁圓大可到25mm,包括190× 20,216× 20,267× 20等非標(biāo)等徑,具體可協(xié)商制造。
(4)熱軋方管試制投入50× 50— 250× 250,2— 18mm可生產(chǎn)熱軋異型、歐標(biāo)、美標(biāo)產(chǎn)品、直角方管,可保證方管的各種機(jī)械性能。一、無(wú)縫方管簡(jiǎn)介:
淮北350*300*10塔機(jī)方管多少錢一噸農(nóng)業(yè)建設(shè)用Q355B方管
目前,管件出廠前多進(jìn)行外觀尺寸、硬度、厚度及磁粉探傷(MT)、超聲波探傷(uT)的檢查,從對(duì)到貨的管件進(jìn)行檢驗(yàn)來(lái)看,問(wèn)題出現(xiàn)多的就是磁粉探傷和超聲波探傷的檢驗(yàn)。對(duì)于磁粉探傷來(lái)說(shuō),制造廠多使用磁法(碳鋼管件)。但因受設(shè)備限制,這種方法大多局限于管件的外表面,而問(wèn)題出現(xiàn)多的恰恰是在管件的內(nèi)壁,對(duì)于這一部分往往出現(xiàn)的裂紋尤其是小直徑管件內(nèi)壁的裂紋,應(yīng)采用磁棒法或渦流法來(lái)進(jìn)行檢驗(yàn)超聲波探傷檢驗(yàn)是一項(xiàng)對(duì)設(shè)備及技術(shù)有很高要求的檢驗(yàn)項(xiàng)目,這是因?yàn)椋?)它要求操作者應(yīng)有較高的技術(shù)及豐富的經(jīng)驗(yàn),對(duì)檢查出的缺陷應(yīng)給予是屬于裂紋還是其他欹陷的判定,做到不漏檢、不誤判。新材料和新技術(shù)以上介紹的密封墊圈還很不,況且密封技術(shù)正處于迅猛發(fā)展中。下面舉例介紹幾項(xiàng)新材料和新技術(shù)。液體密封:隨著高分子有機(jī)合成工業(yè)的迅猛發(fā)展,近年出現(xiàn)了液態(tài)密封膠,使用于靜密封;這項(xiàng)新技術(shù),通常叫做液體密封。液體密封的原理,是利用液態(tài)密封膠的粘附性、流動(dòng)性和單分子膜效應(yīng)(越薄的膜自然回復(fù)傾向越大),在適當(dāng)壓力下,使它象墊圈一樣地起作用。所以對(duì)使用著的密封膠,也叫做液體墊圈。聚四氟乙烯生料密封:聚四氟乙烯也是高分子有機(jī)化合物,它在燒結(jié)成制品之前,叫做生料,質(zhì)地柔軟,也有單分子膜效應(yīng)。
當(dāng)齒輪的嚙合表面磨損時(shí),應(yīng)用油石將磨損所產(chǎn)生的毛刺去掉;同時(shí),調(diào)換齒輪的嚙合方位,使原來(lái)不嚙合工作的齒形表面進(jìn)行嚙合工作,這樣不僅能保證其原有的工作性能,還能延長(zhǎng)齒輪的工作壽命。泵體泵體的磨損,主要在內(nèi)腔與齒輪項(xiàng)圓相接觸的那一面,且多發(fā)生在吸油側(cè)。如果泵體屬于對(duì)稱型,可將泵體翻轉(zhuǎn)8度后再用;如果泵體屬于非對(duì)稱型,則需采用電鍍青銅合金工藝或電刷鍍的方法修復(fù)泵體內(nèi)腔孔的磨損部位。軸承座圈軸承座圈的磨損一般在與齒輪接觸的那一端面和與滾針接觸的內(nèi)孔上。
粘結(jié)劑采用自制的NJB。將Ni基自熔性合金粉末與鎳包氧化鋁復(fù)合粉末按照實(shí)驗(yàn)要求的比例均勻混合,配成Al2O3含量分別為5%、10%和15%的合金粉末,在合金粉末中加入粘結(jié)劑,將其涂在已烘干的鑄型的特定表面上,然后再烘干即可得到厚1.5mm的預(yù)制層。基體材料ZG45在中頻感應(yīng)爐中熔煉,待鋼液合格后將熔融液澆至型腔中,待其冷卻后,即是所需要的Ni/Al2O3復(fù)合功能滲層。摩擦磨損試驗(yàn)是在MM-200摩擦磨損試驗(yàn)機(jī)上進(jìn)行的,按照試驗(yàn)機(jī)的參數(shù)要求,用線切割的方法將滲層厚1mm的試樣加工成6mm7mm30mm的樣品,在摩擦試驗(yàn)前對(duì)樣品進(jìn)行打磨、拋光處理,然后用超聲波清洗器(KQ-50B),將樣品放在丙酮溶液中進(jìn)行清洗,將樣品烘干存放至干燥玻璃皿備用,對(duì)偶材料為GCr15,規(guī)格為40mm10mm,摩擦試樣與對(duì)偶件之間以線接觸的方式進(jìn)行摩擦,整個(gè)摩擦磨損過(guò)程是在室溫、大氣環(huán)境下進(jìn)行的。
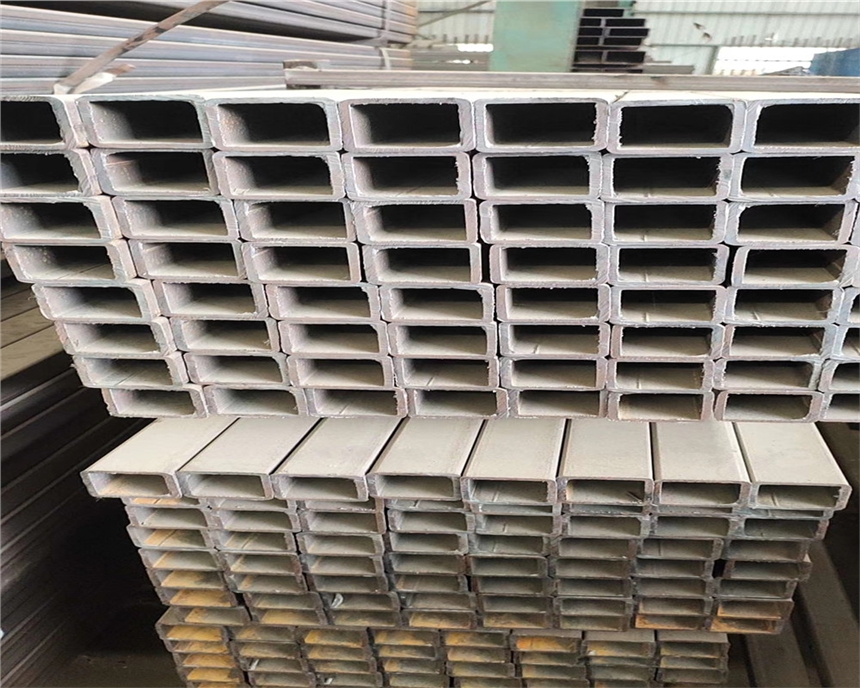
無(wú)錫大口徑矩形方管廠家供貨-無(wú)錫大口徑方矩管廠是一種具有中空截面周邊沒(méi)有接縫的長(zhǎng)條鋼材。鋼管具有中空截面,大量用作輸送流體的管道,如輸送石油、天然氣、煤氣、水及某些固體物料的管道等。鋼管與圓鋼等實(shí)心鋼材相比,在抗彎抗扭強(qiáng)度相同時(shí),重量較輕,是一種經(jīng)濟(jì)截面鋼材,廣泛用于制造結(jié)構(gòu)件和機(jī)械零件,如石油鉆桿、汽車傳動(dòng)軸、自行車架以及建筑施工中用的鋼腳手架等。 北方工業(yè)大學(xué)的學(xué)者為了研究成形工藝對(duì)于產(chǎn)品的不同影響,以規(guī)格為100mm×100mm×6mm,材料為Q235的兩種成形工藝的方管為研究對(duì)象,采用鉆孔法對(duì)方管各個(gè)部位的殘余應(yīng)力進(jìn)行了測(cè)量,并觀測(cè)了焊縫處的顯微組織。研究結(jié)果表明,不同成形工藝對(duì)縱向殘余應(yīng)力的分布影響較大,焊縫處的殘余應(yīng)力大。此外,圓環(huán)截面在承受內(nèi)部或外部徑向壓力時(shí),受力較均勻,因此,絕大多數(shù)鋼管是圓管。但是,圓管也有一定的局限性,如在受平面彎曲的條件下,圓管就不如方、矩形管抗彎強(qiáng)度大,一些農(nóng)機(jī)具骨架、鋼木家具等就常用方、矩形管。根據(jù)不同用方管的力學(xué)性能。二:生產(chǎn)流程及分類:


1、按生產(chǎn)分類 (1)無(wú)縫管——熱軋管、冷軋管、冷拔管、管、頂管(2)焊管(a)按工藝分——電弧焊管、電阻焊管(高頻、低頻)、氣焊管、爐焊管(b)按焊縫分——直縫焊管、螺旋焊管 2、按斷面形狀分類 (1)簡(jiǎn)單斷面鋼管——圓形鋼管、方形鋼管、橢圓形鋼管、三角形鋼管、六角形鋼管、菱形鋼管、八角形鋼管、半圓形鋼圓、其他(2)復(fù)雜斷面鋼管——不等邊六角形鋼管、五瓣梅花形鋼管、雙凸形鋼管、雙凹形鋼管、瓜子形鋼管、圓錐形鋼管、波紋形鋼管、表殼鋼管、其他3、按壁厚分類——薄壁鋼管、厚壁鋼管 4、按用途分類——管道用鋼管、熱工設(shè)備用鋼管、機(jī)械工業(yè)用鋼管、石油、地質(zhì)鉆探用鋼管、容器鋼管、化學(xué)工業(yè)用鋼管、特殊用途鋼管。無(wú)錫大口徑矩形方管廠家供貨-無(wú)錫大口徑方矩管廠, (2)帶鋼頭尾對(duì)接,采用單絲或雙絲埋弧焊接,在卷成方管后采用自動(dòng)埋弧焊補(bǔ)焊。(3)成型前,帶鋼經(jīng)過(guò)矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。(4)采用電接點(diǎn)壓力表控制輸送機(jī)兩邊壓下油缸的壓力,確保了帶鋼的平穩(wěn)輸送。 鋼筋型號(hào):鋼筋種類很多,通常按化學(xué)成分、生產(chǎn)工藝、軋制外形、供應(yīng)形式、直徑大小,以及在結(jié)構(gòu)中的用途進(jìn)行分類: (1)按軋制外形分①光面鋼筋:I級(jí)鋼筋(Q235鋼鋼筋)均軋制為光面圓形截面,供應(yīng)形式有盤圓,直徑不大于10mm,長(zhǎng)度為6m~12m。
三:無(wú)縫方管的重量計(jì)算公式:
[1]方管重量計(jì)算公式:4*壁厚*(邊長(zhǎng)-壁厚)*7.85 矩形管重量計(jì)算公式:(周長(zhǎng)3.14-壁厚)*壁厚*0.02466。
公司網(wǎng)址:http://.lcxtgg.com四:無(wú)縫方管:
1:GBT3094-2000:,冷拔異型鋼管
2:GBT6728-2002:,結(jié)構(gòu)用冷彎空心型鋼
3:ASTM A 500:美國(guó),結(jié)構(gòu)用碳素鋼冷成型圓截面和異型截面焊接鋼管和無(wú)縫管
4:JIS G 3466:,一般構(gòu)造用角型鋼管
5:DIN EN 10210:歐洲,非合金和細(xì)晶粒結(jié)構(gòu)鋼及熱精加工結(jié)構(gòu)空心型材
6:DIN EN 10219:歐洲,非合金和細(xì)晶粒結(jié)構(gòu)鋼及冷彎成型空心型材
7:GBT 178-2005:,建筑結(jié)構(gòu)用冷彎矩形鋼管
淮北350*300*10塔機(jī)方管多少錢一噸農(nóng)業(yè)建設(shè)用Q355B方管根據(jù)試驗(yàn)材料硬度的不同,分三種不同的標(biāo)度來(lái)表示:HRA:是采用6kg載荷和鉆石錐壓入器求得的硬度,用于硬度極高的材料。HRB:是采用1kg載荷和直徑1.58mm淬硬的鋼球,求得的硬度,用于硬度較低的材料(如退火鋼、鑄鐵等)。HRC:是采用15kg載荷和鉆石錐壓入器求得的硬度,用于硬度很高的材料。維氏硬度(HV)以12kg以內(nèi)的載荷和頂角為136°的金剛石方形錐壓入器壓入材料表面,用材料壓痕凹坑的表面積除以載荷值,即為維氏硬度值(HV)。
無(wú)錫大口徑矩形方管廠家供貨-無(wú)錫大口徑方矩管廠, 4、石油地質(zhì)鉆探用管。如:石油鉆探管、石油鉆桿(方鉆桿與六角鉆桿)、鉆挺、石油油管、石油套管及各種管接頭、地質(zhì)鉆探管(巖心管、套管、鉆桿、鉆挺、按箍及銷接頭等)。, 水壓試驗(yàn):在水壓試驗(yàn)機(jī)上對(duì)擴(kuò)徑后的進(jìn)行逐根檢驗(yàn)以保證達(dá)到要求的試驗(yàn)壓力,該機(jī)具有自動(dòng)記錄和儲(chǔ)存功能;這一影響不僅與夾雜物數(shù)量有關(guān),而且還與其形態(tài)和分布狀況有關(guān)。由于在同一種處理工藝下(主要指使用同一種脫氧劑),夾雜物的組成、形態(tài)和分布規(guī)律基本相似,因此可用鋼中全氧含量OAETO]來(lái)代表有害氧化物夾雜的數(shù)量,即可反映代表軸承鋼質(zhì)量的好壞。但是對(duì)于不同的處理工藝,氧含量無(wú)可比性。在用鋁脫氧情況下,鋼中氧化物夾雜或氧含量與軸承鋼疲勞壽命關(guān)系的大量研究表明,隨著鋼中氧含量的降低,其疲勞壽命提高。鈦對(duì)軸承鋼疲勞壽命的影響主要體現(xiàn)在它與氮結(jié)合生成氮化鈦。注意的問(wèn)題搬運(yùn)和安裝管道時(shí)應(yīng)避免碰到尖銳物體,以防管道破損。管道安裝過(guò)程中,應(yīng)防止油漆等有機(jī)污染物與管材、管件接觸。安裝與金屬管連接的帶金屬嵌件的專用管件時(shí),不要用力過(guò)猛,以免損傷絲扣配件,造成連接處滲漏。管材和管件加熱時(shí),應(yīng)防止加熱過(guò)度,使厚度變薄。管材在管配件內(nèi)變形。在熱熔插管和校正時(shí),嚴(yán)禁旋轉(zhuǎn)。操作現(xiàn)場(chǎng)不得有明火,嚴(yán)禁對(duì)管材用明火烘彎。安裝中斷或完畢的敞口處,一定要臨時(shí)封閉好,以免雜物進(jìn)入。淬火加熱后在5~8℃油中冷卻,冷至1~15℃時(shí)即可取出進(jìn)行中溫回火。回火溫度根據(jù)彈簧的性能要求加以確定,一般為48~55℃。回火后的硬度約為39~52HRC。對(duì)剪切應(yīng)力較大的彈簧回火后硬度應(yīng)為48~52HRC,板簧回火后的硬度應(yīng)為39~47HRC。冷拉(軋)彈簧鋼及其熱處理特點(diǎn):直徑較細(xì)或厚度較薄的彈簧一般用冷拉彈簧鋼絲或冷軋彈簧鋼帶制成。冷拉彈簧鋼絲按制造工藝不同可分為三類:鉛浴等溫處理冷拉鋼絲這種鋼絲生產(chǎn)工藝的主要特點(diǎn)是鋼絲在冷拉過(guò)程中,經(jīng)過(guò)一道快速等溫冷卻的工序,然后冷拉成所要求的尺寸。劃后燒紅,退微冷,入水健。”其中“退微冷”,就是預(yù)冷淬火工藝。在化學(xué)熱處理方面,在應(yīng)用液體滲碳方法制鋼方面又有了很大進(jìn)展,這時(shí)采用所謂的“生鐵淋口”技術(shù),生產(chǎn)的鋼材被稱為“蘇鋼”。宋應(yīng)星在《錘鍛》篇中提及采用液體滲碳法對(duì)鋤具進(jìn)行表面處理的工藝。鋤用“熟鐵鍛成,熔化生鐵淋口,入水淬健,即成剛勁。”可以看出,該工藝是將鋤具在熔化生鐵中滲碳,目的是使其表面成為高碳鋼,經(jīng)淬火后得到馬氏體而強(qiáng)化。在固體滲碳處理上采用燜熬法固體滲碳工藝。


員產(chǎn)品")


入企業(yè)網(wǎng)站")








