- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||

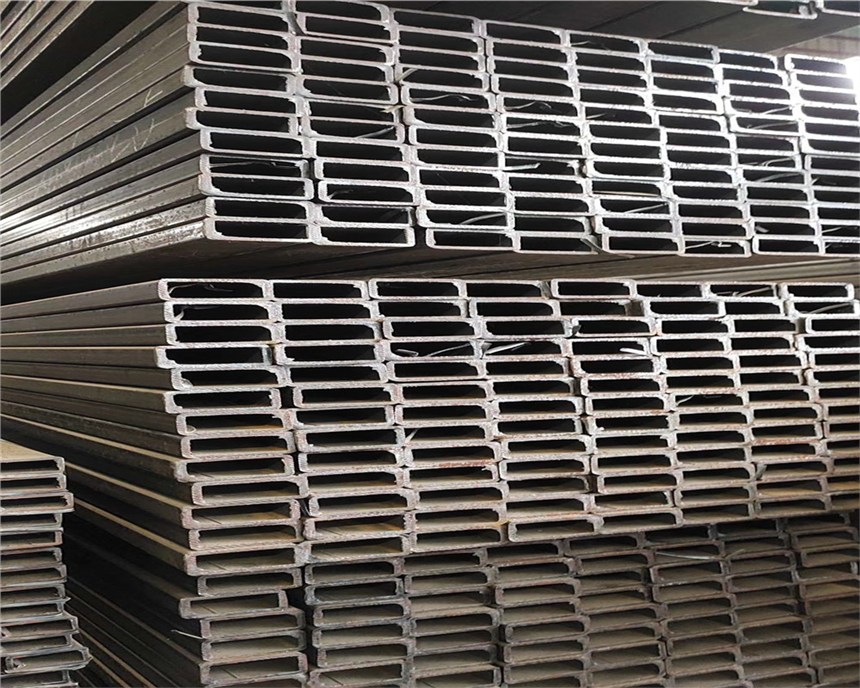

 方管產品說明
方管產品說明
湘潭120*50*5低合金方管批發零售工程建筑用Q355B方管方管是一種空心方形的截面輕型薄壁鋼管,也稱為鋼制冷彎型材。它是以Q235熱軋或冷軋帶鋼或卷板為母材經冷彎曲加工成型后再經高頻焊接制成的方形截面形狀尺寸的型鋼。熱軋特厚壁方管除壁厚增厚外情況,其角部尺寸和邊部平直度均達到甚至超過電阻焊冷成型方管的水平。


對于國內條件來講,只有天然氣和液化可供選擇。所以必須考慮建設項目所在地的天然氣或液化的供應條件和價格。在吹煉的階段,GOR轉爐采用碳氫化合物冷卻噴嘴,不需要氮氣和氬氣冷卻噴嘴。一般來講,GOR轉爐的氬氣消耗量比AOD轉爐的氬氣消耗量低。節省的數量根據冶煉鋼種不同而有差別。另外,GOR轉爐通過向熔池中吹氮氣,可以的控制鋼液中的氮含量,在冶煉J系列不銹鋼時,只用少量的氬氣。配氣系統和自動控制系統GOR轉爐技術轉讓方提供技術設計、關鍵環節的施工設計、控制軟件的編制、安裝和試車指導等服務,不供應任何硬件。
至于鎂,人們早就知道到鎂是一種很強的脫硫劑,鎂進入鐵水后當即汽化并與鐵水中的硫發生化學反響,反響區流體拌和激烈,脫硫反響的動力學條件比其他辦法單純固液兩相反響條件要好,從熱力學視點看,鎂和硫在鐵水中的溶度積隨溫度下降而下降,所以處理后鐵水在運送進程中還有二次脫硫作用,鎂能夠避免鐵水回硫。可是因為其報價昂貴和易燃易爆的化學特性,一般不敢問津。前期從前將鎂制成鎂焦、鎂鋁、鎂白云石等以塊狀物參加鐵水中,近年來又開發了喂絲法,都取得了很好的脫硫作用,但在大規模鐵水預處理工藝中并未得到廣泛應用。世紀7年代,原蘇聯烏克蘭亞速鋼廠選用噴吹法將純鎂粒噴入鐵水罐中脫硫取得成功,到了2世紀8年代,技能開展對鋼的純潔度要求越來越高,人們又注意到鎂的脫硫功用,鎂劑噴吹脫硫開端鼓起。在西方,因為已建了很多噴鈣系粉劑脫硫的鐵水預處理設備,不可能撤除另建,但為了滿意對鋼質愈來愈高的要求,一般都是在原有的噴吹體系上增設鎂粒噴吹罐,與原有的粉劑合作運用,按脫硫程度的不同調理鎂的參加份額和辦法,或將鎂粒以必定份額混入鈣系粉劑中仍運用原有的噴吹體系進行噴吹,構成所謂復合鎂脫硫噴吹工藝。 方管用途
方管 的用途有建筑,機械制造,鋼鐵建設等項目, 造船,太陽能發電支架,鋼結構工程,電力工程,電廠,農業和化學機械,玻璃幕墻,汽車底盤,機場,鍋爐建造,高速路欄桿,房屋建筑,等。
鍍鋅方管分類
方管生產工藝分類
方管按生產工螺桿與襯里之間的間隙需要一定量的液體來密封。這種泵具有真正的干運轉性能,因此可以處理極大范圍的比重和氣體體積比。它們的可靠性已經在一些實際的多相增壓應用中得到了證實。任務難題多相泵的機械密封不像密封系統那樣是專門、特定地應用于液體或氣體介質中的,而是在持續變化的氣體和液體流速下工作的。機械密封必須處理以下情況:不可預知的工藝介質成分密度和粘度的變化溫度的變化侵蝕作用,主要由沙子引起高、低工作壓力密封端面的潤滑及冷卻不足化學參數根據油田和/或地點的不同,所處理工藝介質的化學分析是不一致的。藝分:熱軋無縫方管、冷拔無縫方管、擠壓無縫方管、焊接方管。
其中鍍鋅方管又分為:
(a)按工藝分——電弧焊方管、電阻焊方管(高頻、低頻)、氣焊方管、爐焊方管
(b)按焊縫分——直縫焊方管、螺旋焊方管
方管材質分類
方管按材質分: 普碳鋼方管、低合金方管。普碳鋼分為:Q195、Q215、Q235、SS400、20#鋼、45#鋼等;低合金鋼分為Q345、16Mn、Q390、ST52-3等。
方管生產標準分類
方管按生產標準分:國標方管,日標方管,英制方管,美標方管,歐標方管,非標方管。
方管斷面形狀分類
所以標準的沖擊強度要求標注出實驗的溫度。為了提高沖擊強度,目前,硬質PVC所用的沖擊劑通常使用一些共聚樹脂后的改性樹脂,如ABS樹脂,MBS樹脂,EVA樹脂,CPE。另外,熱塑性橡膠也作為PVC的抗沖擊劑。對于PP材質的管材,現在多使用的是無規共聚聚(PP—R),其主鏈上無規則地分布著聚和其他共聚單體鏈段的共聚物。但由于PP材料沖擊強度較其他的材質來說是很低的,所以不能以PVC管材的指標衡量它們。水管的耐液壓性低供水管都要求做液壓試驗,排水管不用。
這個問題值得在生產中觀察研究及證實。我們還可以從其它方向尋找耐磨耐腐蝕材料來制造鋼球。V.Rajagopal的文章中報道,添加銅有助于降低濕磨中的磨蝕速率。而前面提的硬鎳合金鋼球也有高硬度,耐高溫及耐腐蝕的性能,也是理想的耐磨球。目前我國還無硬鎳合金鋼球及襯板的生產,筆者正在作開發研究,以結束我國無硬鎳合金鋼球及襯板的狀況。過去鎳產量少,價格昂貴,鎳金屬作為戰略物資控制使用,不具備發展硬鎳合金鋼球及襯板的條件。
一般在鋼包中需進行脫氧及調整成份操作;然后在鋼液表面拋上碳化稻殼防止鋼水被氧化,即可送往連鑄或模鑄工區。對要求高的鋼種可增加底吹氬、RH真空處理、噴粉處理(噴SI—CA粉及變性石灰)可以有效降低鋼中的氣體與夾雜,并有進一步降碳及降硫的作用。在這些爐外精煉措施后還可以終微調成份,滿足優質鋼材的需求。初軋模鑄鋼錠采取熱裝、熱送新工藝,進入均熱爐加熱,然后通過初軋機及鋼坯連軋機軋成板坯、管坯、小方坯等初軋產品,經過切頭、切尾、表面清理,(火焰清理、打磨)高品質產品則還需對初軋坯進行扒皮和探傷,檢驗合格后入庫。
制造方法首先按焊接法分類,將采用率和可靠性高的埋弧焊(SubmergedArcWelding)鋼管稱為SAW鋼管。本文討論的大口徑鋼管主要以這種SAW鋼管為對象。SAW鋼管又分為縱向焊接的埋弧焊直縫鋼管L-SAW和螺旋焊的埋弧焊螺旋鋼管H-SAW。L-SAW鋼管有適合大批量生產的UO成型法、適合品種多量少的彎曲輥法和壓力機床法。JCOE成型法是介于UO成型法和壓力機床法之間的方法。在壓力的末段是否有擴徑工序對鋼管性能有很大影響,有無該工序也是分類方法之一。














