- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||


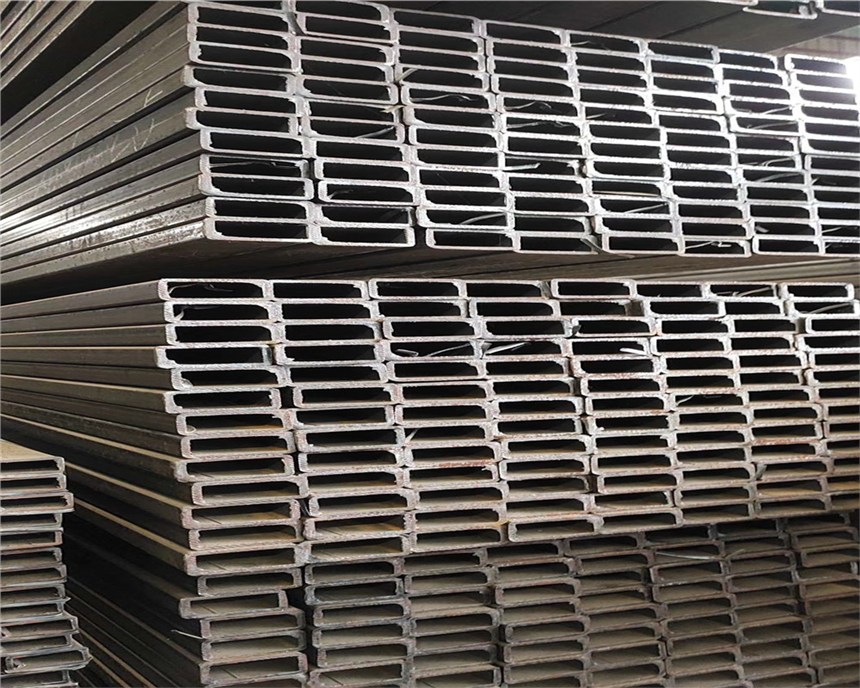
滁州120*40*4熱鍍鋅方管定做玻璃幕墻用Q355B方管
所以,人們常把鋼、鋼材的產值、品種、質量作為衡量一個工業、農業、國防和科學技能發展水平的重要標志。鐵礦藏品種鐵礦藏品種繁復,現在已發現的鐵礦藏和含鐵礦藏約3余種,其間常見的有17余種。但在當時技能條件下,具有工業運用價值的首要是磁鐵礦、赤鐵礦、磁赤鐵礦、鈦鐵礦、褐鐵礦和菱鐵礦等。我國鐵礦資源多而不富,以中低檔次礦為主,富礦資源儲量只占1.8%,而貧礦儲量占47.6%。中小礦多,大礦少,特大礦更少。
1、方管產品說明
方管是一種空心方形的截面輕型薄壁鋼管,也稱為鋼制冷彎型材。它是以Q235熱軋或冷軋帶鋼或卷板為母材經冷彎曲加工成型后再經高頻焊接制成的方形截面形狀尺寸的型鋼。熱軋特厚壁方管除壁厚增厚外情況,其角部尺寸和邊部平直度均達到甚至超過電阻焊冷成型方管的水平。綜合力學性能好,焊接性,冷,熱加工性能和耐腐蝕性能均好,具有良好的低溫韌性。
2、方管用途
方管的用途有建筑,機械制造,鋼鐵建設等項目, 造船,太陽能發電支架,鋼結構工程,電力工程,電廠,農業和化學機械,玻璃幕墻,汽車底盤,機場,鍋爐建造,高速路欄桿,房屋建筑,壓力容器,石油儲罐,橋梁,電站設備,起重運輸機械及其他較高載荷的焊接結構件等。
滁州120*40*4熱鍍鋅方管定做玻璃幕墻用Q355B方管在工作輥與支持輥之間也產生不均勻彈性壓扁,它直接影響到工作輥的彎曲撓度。軋輥的彈性彎曲撓度一般是影響輥縫形狀的主要的因素。長期以來,根據對軋輥撓度的分析,認為當支持輥直徑與工作輥直徑之比值較大時,彎曲力主要由支持輥承擔,故工作輥的撓度也可以近似的認為與支撐輥的撓度相等。因而就認為輥型設計時可以用支持輥的輥身撓度差來代替工作輥的輥身撓度差。但實際上這樣做是不正確的。理論和實驗都表明,軋制時工作輥的實際撓度比支持輥大得多。其間強磁選拋尾—搖床全粒級分選流程目標相對較好,在-2目6%的磨礦粒度下,可得到精礦檔次39.98%、產率13.28%、鉻收回率64.74%的較好目標,精礦中SiO2含量為4.7%。礦多元素化學分析從上表化學分析成果看,礦石中意圖元素鉻的含量較低,只要8.19%,屬貧鉻礦石,需經選礦富集后才干入爐冶煉。其它金屬元素Mg含量也相對較高,為36.1%,若成獨自礦藏存在,應考慮歸納收回運用。
1、實彎
實彎,顧名思義是壓實了彎折,實彎時內外輥與管坯內外壁雙向壓實。
1)實彎的優點是反彈小,成型準確,而且只要輥型準確,內角成型的R比較準確。
2)實彎的缺點是有拉伸/減薄效應。,實彎會使彎折處產生拉伸,拉伸效應使彎折線縱向的長度縮短; 第二,實彎彎折處金屬會因拉伸而變薄。
滁州120*40*4熱鍍鋅方管定做玻璃幕墻用Q355B方管
用游標卡尺可以測量線芯。(這也是國標和非標明顯的區別國標線材的直徑1.mm2直徑為1.13mm。m2(1.37mm).2.5mm2(1.76mm).4.mm2(2.24).6.mm2(2.73mm).1mm2(1.33mm*7).16mm2(1.7mm*7).25mm2(2.12mm*7)絕緣線材又可按每根導線的股數分為單股線和多股線,通常6平方毫米以上的絕緣線材都是多股線,6平方毫米及以下的絕緣線材可以是單股線,也可以是多股線,我們又把6平方毫米及以下單股線稱為硬線,多股線稱為軟線。
當今冶金界較為重視的非高爐煉鐵工藝中COREX、FINEX和HISMELT流程都可以不運用焦煤,然后避免了煉焦工藝引發的環境污染。COREX選用豎爐-熔融氣化爐冶煉流程,FINEX選用流化床—熔融氣化爐冶煉流程,而HISMELT選用鐵浴復原,因而就決議了這些流程的特征和習慣規模:COREX有必要運用塊礦,HISMELT和FINEX則可用粉礦;老練的豎爐氣基復原工藝是COREX流程工業化的重要保證,粉體流化床因為粘結等問題沒有處理、鐵浴爐二次焚燒和爐襯腐蝕之間的固有對立注定了FINEX和HISMELT完結的難度遠高于COREX流程。
2、空彎
空彎是通過外輥與管坯外壁的單向接觸形成彎矩使帶料彎折,空彎會使彎折線產生壓縮,壓縮效應使彎折線縱向伸長,彎折處金屬出現堆積變厚,這就是空彎的壓縮/增厚效應。
1)空彎的優點是可以在無法進行實彎時進行邊長的彎折,比如方矩管的上邊/側邊同步彎折和精整。空彎還可以彎折R<0.2t的內角而不致管壁發生斷裂。
2)空彎的缺點是在上邊/側邊同步空彎時,由于上輥和下輥同時產生壓力,成型力容易超越臨界點,造成邊部失穩內凹,并且也會影響到機組穩定運行和成型質量。這也是方矩管和圓管空彎成型時不同的特點。
基本特點是金屬熔煉與燃料燃燒同在一個爐膛中進行。此法發明較早,沿用時間較長,前述鞏縣鐵生溝、南陽瓦房莊、新安孤燈村漢代炒煉法皆屬此類。本世紀五十年代,河南、山西等地都曾流行過一種地爐,筑爐于地面以下,狀如缶形或直筒形,爐口與地面平直。冶煉時先放木炭(煤炭),后放生鐵,生鐵需擊碎,上面再蓋以煤末。之后再點火、送風、封閉爐口。生鐵接近熔化時,啟開爐口,用鐵棍或木棍不斷地攪動金屬。隨著炒煉之進行,碳分不斷降低,金屬熔點升高,便粘結成一個海綿狀固體塊,之后夾出錘擊,排除夾雜,并賦予一定形狀,便是炒煉產品。
有的簡單地將啟停泵按鈕并/串接到二次回路的手動啟停泵按鈕上,有的干脆去掉了熱繼電器,多數是在泵房控制柜上設置手動/自動轉換開關,通常情況下置于自動位置。我們認為這幾種方法都有所欠妥。宋高飛同志在《關于消防泵遠距離操作設計的探討》一文中提出將遠距離操作繼電器動作觸點越過轉換開關部分,直接接到消防泵主接觸器的線圈回路,實現直接啟動消防泵。我們認為設想不錯,既解決了直接啟動問題,又便于控制室統一監控,還滿足了泵房控制柜處于任一狀態時都能夠遠距離啟動消防泵的需要。














