- 產(chǎn)品
- 供應(yīng)
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||

精軋除將粗軋后的軋件繼續(xù)延伸外,主要是控制質(zhì)量,包括厚度、板形、表面質(zhì)量、性能等控制。由于在傳統(tǒng)軋制時(shí),軋件前后端產(chǎn)生寬展,軋制后鋼板不會(huì)形成矩形。為此,人們成功研制了許多精軋法,如MAS軋制法;狗骨軋制法(DBR),DB量是指軋件前后端加厚部分的長度和少壓下量;咬邊返回軋制法;差厚展寬軋制法和立輥法等方法,較有效地解決了這個(gè)問題。這些方法的共同特征是采用橫軋-縱軋法,橫軋前一道的縱軋使軋件縱向厚度不等,或縱軋前一道的橫軋使軋件橫向厚度不等。
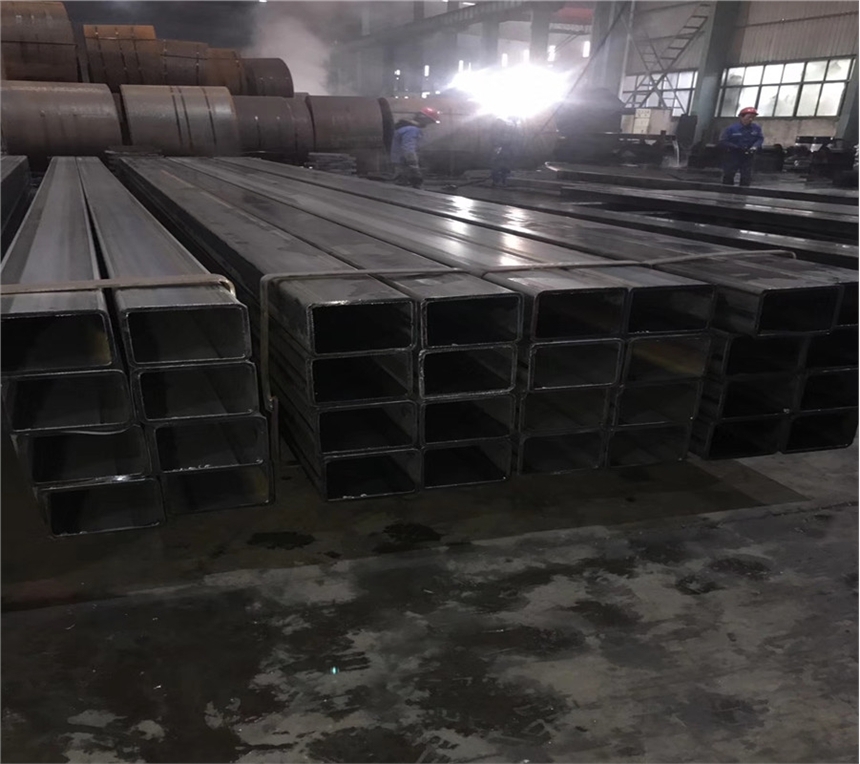
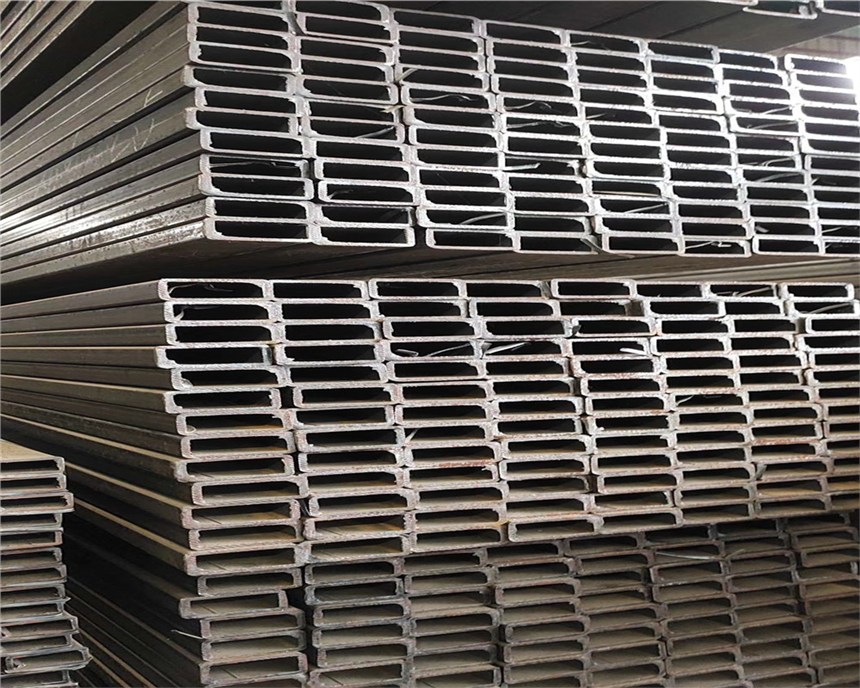
可生產(chǎn)非標(biāo)方管價(jià)格低:送貨上門。公司是一家以生產(chǎn)矩形鋼管為主的方管廠作為專業(yè)矩管生產(chǎn)加工,無縫方管生產(chǎn)加工企業(yè),矩形鋼管生產(chǎn)工藝采用先進(jìn)的熱軋鋼管生產(chǎn)線生產(chǎn),產(chǎn)品銷往全國,并部分出口,同時(shí)對(duì)外承攬來料加工業(yè)務(wù),可根據(jù)客戶需求生產(chǎn)各種非型號(hào)和各種鋼號(hào)鋼管。公司是一家專業(yè)生產(chǎn)高頻焊接方矩管的生產(chǎn)企業(yè)。車間配備有30條高頻焊接生產(chǎn)線,這些先進(jìn)的設(shè)備均由專業(yè)化的微機(jī)操作。作為方管、矩管的生產(chǎn)商之一,我們的年產(chǎn)量近100萬噸。產(chǎn)品覆蓋20× 20— 600× 600的特大型方管,以及冷彎異型管、開口型鋼、熱軋方管、非標(biāo)圓管。 特大型600× 600× 25方管生產(chǎn)線、生產(chǎn)范圍100× 100— 600× 600,壁厚2— 25mm,材質(zhì)普碳鋼、不銹鋼、錳鋼、合金鋼。并可生產(chǎn)橢圓、菱形等異型管。彎曲扭曲為1/1000以下。
方管 20*20*2
方管 30*30*2
方管 50*50*3
方管 50*50*3.5
方管 50*50*3.75
方管 60*60*1.7
方管 60*60*2
方管 60*60*2.3
方管 60*60*2.5
方管 60*60*2.75
方管 60*60*3
方管 60*60*3.25
方管 60*60*3.5
方管 60*60*3.75
方管 70*70*2.75
方管 70*70*3
方管 70*70*3.5
方管 80*80*1.8
方管 80*80*2
方管 80*80*2.3
方管 80*80*2.5
方管 80*80*2.75
方管 80*80*3
方管 80*80*3.5
方管 80*80*3.75
方管 80*80*4
方管 80*80*4.75
方管 80*80*5
方管 100*100*1.8
方管 100*100*3-4-5-6-8-10
方管 100*100*2.5
方管 100*100*2.75
方管 100*100*5
方管 100*100*3.5
方管 100*100*3.75
方管 100*100*4
方管 100*100*4.5
方管 100*100*4.75
方管 120*120*2.5
方管 120*120*2.7
方管 120*120*3.5
方管 200*200*5.75大口徑方矩管,是方形管材的一種稱#;,也便是邊長持平的的鋼管。是帶鋼通過工藝處理卷制而成。出一條深線來,;因?yàn)閮?yōu)質(zhì)的鋁管是比較純的鋁材所制,;鋁所具有的良好延伸性.;當(dāng)然這種好材料一般用在軍工產(chǎn)業(yè)或特殊行業(yè).;把鋁管的內(nèi)壁用利器刮。;一般是把帶鋼通過拆包,平坦,曲折,焊接構(gòu)成圓管,再由圓管軋制成方形管然后剪切成需求長度。連軋輥的材質(zhì)大多為鎳鉻鉬無限冷硬球墨鑄鐵(也稱珠光體球墨鑄鐵)、鎳鉬無限冷硬球墨鑄鐵(也稱針狀體球墨鑄鐵),孔型部分硬度HSD50-65。國外設(shè)計(jì)的連軋輥架有的采用鍛鋼或石墨鋼材質(zhì),以進(jìn)一步提高該架次軋輥的強(qiáng)度。三輥連軋機(jī)組:三輥可調(diào)式限動(dòng)芯棒連軋管機(jī)(PQF)是意大利INNSE公司為克服二輥連軋管機(jī)的固有局限性而研制開發(fā)的,由于它將360孔型分為三部分,減小了每個(gè)軋輥孔型底部與邊緣的線速度差距,因而軋制的鋼管精度高。
向上引管,應(yīng)堵好管口,并用臨時(shí)支桿(如鋼筋等)將管沿敷設(shè)方向挑起。為使盒、箱平正,標(biāo)高準(zhǔn)確,可將管子敷設(shè)至盒、箱邊1mm處,待墻體砌筑到位,再穩(wěn)盒、箱,與管連接。穩(wěn)住盒、箱。用線墜或水平尺找正,同墻的盒、箱應(yīng)掛線找平;并考慮抹灰厚度,使盒,箱口與抹灰后的墻面平齊。b剔槽敷設(shè)的管段,只允許豎向剔槽,嚴(yán)禁別橫槽及預(yù)留過大,影響墻體強(qiáng)度。剔槽前,應(yīng)在槽兩邊彈線,用快鏨子剔。加氣混凝土墻,應(yīng)用刀鋸鋸兩邊,再剔。
管件特別是三通、彎頭及大小頭等在管道工程建設(shè)過程中使用越來越普遍,這主要是由于其具有成形好、耐壓能力強(qiáng)、焊接形式簡(jiǎn)單等特點(diǎn),以保證管道的承壓能力,所以在工藝管道工程別是在石油化工等高溫高壓及易燃易爆管道中,管件的合理使用以及管件本身質(zhì)量的好壞直接起著舉足輕重的作用。正固如此,在管道設(shè)計(jì)、安裝過程別是在石油化工行業(yè)高溫高壓及易燃易爆管道工程中,無論從設(shè)計(jì)選型還是加工制造,直到建設(shè)安裝及檢驗(yàn)的每一個(gè)環(huán)節(jié),設(shè)計(jì)制造和安裝單位人員要嚴(yán)格把關(guān),保證其選型、用材、制造、安裝及檢驗(yàn)的質(zhì)量,否則在裝置建設(shè)及生產(chǎn)過程中會(huì)造成難姒估量的損失從施工過程中,我們發(fā)現(xiàn)管件到貨的質(zhì)量主要存在以下幾個(gè)方面的問題1管件的壁厚不均管件壁厚不均主要發(fā)生在管件變形的部位.如彎頭背部的壁厚薄于其他部位;管口與管件體的壁厚不等。


員產(chǎn)品")


入企業(yè)網(wǎng)站")









