- 產(chǎn)品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||

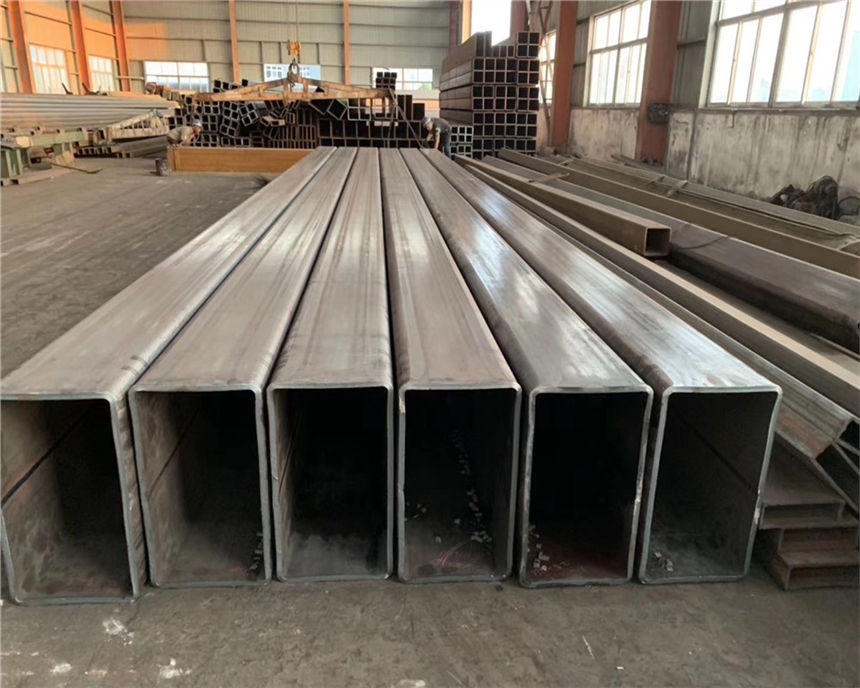
無縫方管,是四方四角的鋼管,由無縫鋼管冷拔擠壓成型的方型鋼管,無縫方管和焊接方管有著本質(zhì)的差別。鋼管具有中空截面,大量用作輸送流體的管道。


鋼管與圓鋼等實心鋼材相比,在抗
彎抗扭強度相同時,重量一般較輕,是一種經(jīng)濟截面鋼材,廣泛用于制造結(jié)構(gòu)件和機械零件,如石油鉆桿、汽車傳動軸、自行車架以及建筑施工中用的鋼腳手架等。用鋼管制造環(huán)形零件,可提高材料利用率,簡化制造工序,節(jié)約材料和加工工時,如滾動軸承套圈、千斤頂套等。2013年已用鋼管來制造。鋼管還是各種常規(guī)武器不可缺少的材料,管、炮筒等都要鋼管來制造。鋼管按橫截面積形狀的不同可分為圓管和異型管。由于在周長相等的條件下,用圓形管可以輸送更多的流體。圓環(huán)截面在承受內(nèi)部或外部徑向壓力時,受力較均勻,絕大多數(shù)鋼管是圓管。
滁州160*80*8塔機方管Q235材質(zhì)農(nóng)業(yè)大棚用Q355B方管
合模力的大小,決定了擠壓補縮力的大小。全液壓式傳統(tǒng)壓鑄機,其合模力就是其的鎖模力,也可作為其擠壓補縮力。而曲肘式壓鑄機的向前擠壓力等于其合模油缸力乘以鎖模機構(gòu)的杠桿比,但也不能超過其鎖模機構(gòu)所能承受的抗壓強度。用這種設備進行擠壓壓鑄,由于其合模初期位置并未到達合模機構(gòu)的自鎖"死點",而擠壓終結(jié)位置才是其鎖模抗力的"死點",若以同樣壓鑄比壓充型,所能生產(chǎn)的零件的投影面積有所減少。界定擠壓鑄造的主體技術特征擠壓壓鑄的擠壓補縮比壓約為普通壓鑄壓射比壓的5-1倍。以擠壓壓鑄的擠壓比壓衡量,現(xiàn)時除了用四柱油壓機改造的立式開模澆注擠壓鑄造機符合擠壓鑄造主體技術指標外,其余裝置實現(xiàn)的,還只是屬于傳統(tǒng)壓鑄所屬工藝范圍,還不是真正意義上的擠壓鑄造。這個概念,我們是要界定清楚的。以傳統(tǒng)壓鑄機壓射裝置進行擠壓壓鑄工藝的不可行性現(xiàn)時傳統(tǒng)壓鑄機無論是哪一種鎖模機構(gòu),受帕斯卡定律的制約,設計的壓射力約是鎖模力的十分之一。
凹山選礦、梅山選礦等預選應用,提前拋廢產(chǎn)率在1%~4%。預選的應用通常可在以下幾方面體現(xiàn):恢復地質(zhì)品位。采礦過程中總是有些廢石要混入礦石中,采礦方法不同廢石的混入率也不同,一般露天采礦廢石混入率在3%~5%,地下采礦一般1%~2%,個別采礦還高些。簡化采礦方法。對于比較薄的礦帶或夾層,為防止資源流失或采出礦品位較低,采礦人員通常要分采分爆或分層采礦選擇性處理,不然就棄掉。有效利用貧礦資源,延長礦山服務年限。


品")


網(wǎng)站")









