- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
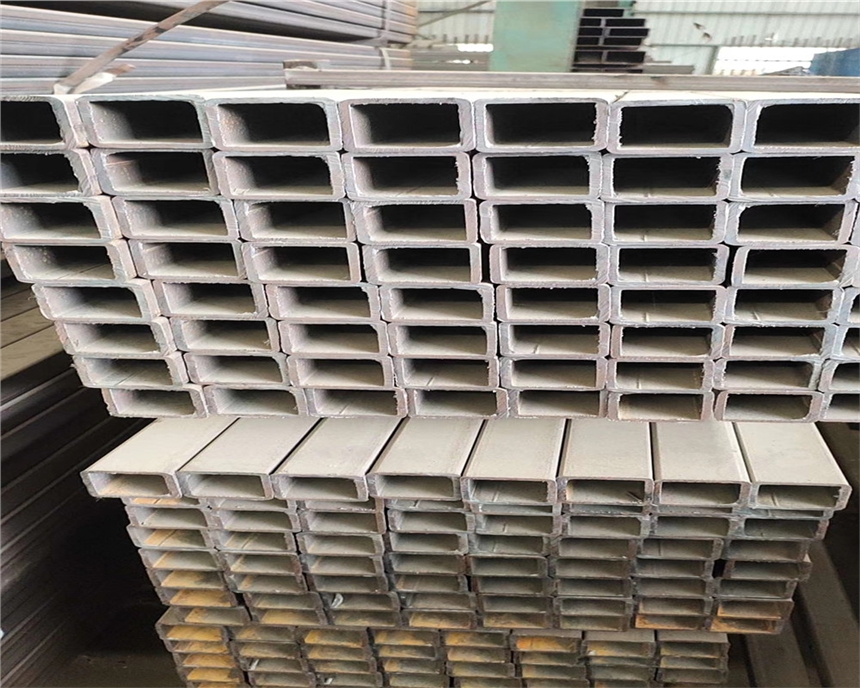


 方管產品說明
方管產品說明
哈爾濱250*150*12精密方管價格行情無錫高頻焊管廠家方管是一種空心方形的截面輕型薄壁鋼管,也稱為鋼制冷彎型材。它是以Q235熱軋或冷軋帶鋼或卷板為母材經冷彎曲加工成型后再經高頻焊接制成的方形截面形狀尺寸的型鋼。熱軋特厚壁方管除壁厚增厚外情況,其角部尺寸和邊部平直度均達到甚至超過電阻焊冷成型方管的水平。


目前我國規定地漏的水封高度為5MM,完全可以滿足螺旋排水管的要求。排水能力大,不易堵塞。工程的綜合造價比傳統的鑄鐵管低2%-3%,且色澤柔和,克服了鑄鐵管音調的冷灰色。二.UPVC螺旋排水管應用需要注意的問題1.設計螺旋單立管排水系統,選擇的產品生產廠家,應提出產品的性能測試報告。設計人員特別要了解允許流量的測試方法,流量負荷的施加是定流量法,還是器具流量法。兩者的實驗報告有所差異,設計應彩定流量負荷法測和的允許流量值,器具的流量負荷會受器具型號不同,排水性能不同的影響。注意允許流量適用的建筑物高度。UPVC螺旋排水系統中負荷的施加層越高,造成的管內的負壓值越大。規程中給出的允許流量值是以16層試驗塔上的試驗結果為依據,大體可用于3層以下的住宅建筑。對于層數較多的高層建筑,在設計流量的取值上有一些余量更為安全。排水出戶管的布置對系統的設計流量有很大影響。立管與排出管連接要用異徑彎頭,出戶管比立管大一號管徑,出戶管應盡可能通暢地將污水排出室外,中間不設彎頭或乙字管。
標準中規定的允許正負偏差值之和叫作公差。偏差有方向性。即以“正”或“負”表示,公差沒有方向性19交貨長度鋼材交貨長度,在現行標準中有四種規定:通常長度---雙稱不定尺長度,凡鋼材長度在標準規定范圍內而且無固定長度的,都稱為通常長度。但為了包裝運輸和計量方便,各企業剪切鋼材時,根據情況切成幾種不同長度的尺寸,力求避免亂尺定尺長度---按訂貨要求切成的固定長度(鋼板的定尺是指寬度和長度)叫定尺長度,定尺為5m,則一批交貨鋼材長度均為5m.但實際上不可能都是5m長,因此還規定了允許正偏差值倍尺長度---按訂貨要求的單倍尺長度切成等于訂貨單倍長度的整數倍數,稱為倍尺長度,單倍尺長度為95mm,則切成雙倍尺時為19mm,三倍尺為95*3=285mm等凡長度小于標準中通常長度不限,但不小于允許長度者,稱為短尺長度2冶煉方法指采用何種煉鋼爐冶煉而言,用平爐、電弧爐、電渣爐、真空感應爐及混合煉鋼等冶煉。 方管用途
方管 的用途有建筑,機械制造,鋼鐵建設等項目, 造船,太陽能發電支架,鋼結構工程,電力工程,電廠,農業和化學機械,玻璃幕墻,汽車底盤,機場,鍋爐建造,高速路欄桿,房屋建筑,等。
鍍鋅方管分類
方管生產工藝分類
方管按生產工為了改善冷卻問題,有必要將原4個方向冷卻增加到6個方向冷卻,對噴嘴布置方式重新調整。3連鑄鋼水溫度的控制對存在芯部裂紋的CM69、Q345E等高Mn、高Al鋼種爐號進行統計分析,主要為中間包前兩爐,其過熱度控制比較高。產生芯部裂紋的主要原因有:該類鋼種鋁含量比較高,鋼水流動性比較差,生產班組為避免出現中間包水口絮瘤問題,人為高控開澆爐和中間包第二爐鋼水過熱度;在高過熱度情況下,采取降低拉速操作,連鑄二冷比水量相對較大,鑄坯表面溫度低,而凝固末端的芯部鋼水仍然是高溫區域,內外溫差梯度較大,中心部位處于高溫脆性區域,在熱應力的作用下產生了芯部裂紋。4末端電磁攪拌參數的優化在外方調試設備期間,按其提供的末端電磁攪拌參數生產425Mn鋼,鑄坯低倍存在白亮帶問題。為了消除白亮帶缺陷,針對不同鋼種對連鑄的配水、過熱度、拉速和末端電磁攪拌等工藝參數進行綜合、系統地優化,終消除了較寬、較重的白亮帶缺陷。陷淮鋼引進DANIELI公司的特殊鋼大圓坯連鑄機工藝裝備性能優良,產品質量滿足保證值要求。保護渣造成的圓坯渣溝問題,通過改進保護渣性能完全得到消除。藝分:熱軋無縫方管、冷拔無縫方管、擠壓無縫方管、焊接方管。
其中鍍鋅方管又分為:
(a)按工藝分——電弧焊方管、電阻焊方管(高頻、低頻)、氣焊方管、爐焊方管
(b)按焊縫分——直縫焊方管、螺旋焊方管
方管材質分類
方管按材質分: 普碳鋼方管、低合金方管。普碳鋼分為:Q195、Q215、Q235、SS400、20#鋼、45#鋼等;低合金鋼分為Q345、16Mn、Q390、ST52-3等。
方管生產標準分類
方管按生產標準分:國標方管,日標方管,英制方管,美標方管,歐標方管,非標方管。
方管斷面形狀分類
年節約材料費3.7萬元。8改善了燒結環境,使職工工作環境和燒結設備的運行環境大大優化,有利于職工身心,同時降低了檢修工人的勞動強度。結語水密封環冷機技術適用于新建的燒結系統的環冷機,經實踐取得了顯著效果,如環冷機配套有余熱發電,由于漏風率低,可使余熱發電所取的熱風量能得到有效保證,從而能可靠保證余熱發電量或提高發電量。采用水密封環冷機,提高了設備作業率,節約了維護檢修費用,節約了能源,改善了環境,實踐證明,應用效果好,值得推廣。
許多客戶經過API認證,使用激光跟蹤系統來保證產品的高質量。在螺旋焊管的生產中,用戶使用我們系統的收益主要有以下兩點:質量生產率質量收益:使用激光焊縫跟蹤系統的質量收益主要體現在其始終保證焊縫在正確的位置上形成。Meta圖像處理技術的獨有特點是其能定位真正的根部接頭-即使接頭的邊緣不一致。這就意味著系統更好地控制根部熔透,同時還能保證內縫和外縫層間熔透的一致性。由于Meta系統控制焊的高度和水平位置,焊接質量有很大的提高。
對爐渣性質起決定性作用的是前三項。脈石和灰分的主要成分是SiO2和Al2O3稱酸性氧化物;熔劑氧化物主要是CaO和MgO稱堿性氧化物。當這些氧化物單獨存在時,其熔點都很高,高爐條件下不能熔化。只有它們之間相互作用形成低熔點化合物,才能熔化成具有良好流動性的熔渣。原料中加入熔劑的目的就是為了中和脈石和灰分中的酸性氧化物,形成高條件下能熔化并自由流動的低熔點化合物。爐渣的主要成分就是上述4種氧化物。用特殊礦石冶煉時,根據不同的礦石種類,爐渣中還會CaFTiOBaO、MnO等氧化物。
窄焊道易產生中心裂紋。三是防止出現氣孔。堿性焊條按規定在350℃~400℃下烘干1.5小時~2.5小時。酸性焊條按規定在200℃~250℃下烘干1小時~1.5小時。焊接的地方保持干凈清潔,焊接過程中,焊接電流要適當,避免焊接速度過快。熔池內氣體要完全放出,一旦余存氣體就可能影響焊接質量。焊接過程產生的氣孔主要有CO、NH2氣孔。CO氣孔出現,主要和焊接材料的含C量有一定的關系。解決辦法是在焊絲中添加合金元素。














