- 產(chǎn)品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||

常德50*200*8直縫焊管比重多少無錫高頻焊管廠家澆鑄加強清潔工作,耐火材料使用莫來石磚,減少由于鋼水沖刷形成的外來夾雜物;時間不小于8min,讓包內(nèi)夾雜物充分上浮;鋼包下水口和澆注漏斗磚之間使用自燃式保護罩,利用其燃燒過程中消耗周圍的氧氣,來防止鋼液的二次氧化。軋鋼工藝路線采用:350mm鋼錠修磨控溫加熱開坯修磨控溫加熱三輥粗軋連軋收集。軋制技術要求:由于該鋼種寬展較304鋼種小,接近316鋼種,在軋制過程中,特別注意黑頭情況,嚴禁鋼坯頭部淋水;放慢軋制節(jié)奏,嚴禁方坯在機前輥道降溫;密切注意進中軋的溫度不小于1080℃。
產(chǎn)品應用
應用領域:建筑鋼結構,大型場館,會展中心,升降機械,船舶制造,倉儲貨架,裝飾裝潢,交通設施,機場建設,橋梁支架,礦井支架,立體車庫,戶外廣告,健身器材,車輛制造等行業(yè)。憑借優(yōu)良的管理、開發(fā)優(yōu)勢,借助超前的開發(fā)理念、先進的發(fā)展思想以及成功的運作模式,規(guī)模也不斷地發(fā)展壯大.公司不斷進取,加快加強項目開發(fā)運作,進一步完善開發(fā)機制,強勢打造公司的品牌效應。
常德50*200*8直縫焊管比重多少無錫高頻焊管廠家用直線振蕩篩替代一段磨礦分級中的螺旋分級機。在二段分級中選用水力旋流器,以進步磨礦分級功率。遍及選用擊振細篩或高頻細篩,與磨礦分級分選構成磁選細篩流程,以便在較高收回率條件下,取得含鐵65%以上的優(yōu)質(zhì)鐵精礦產(chǎn)品;選用f15mm或f125mm大筒徑磁選機以進步磁選才能和精礦檔次。如大孤山選用BXf15mm×24mm磁選機臺時產(chǎn)值44.16t/h,給礦粒度—.74—.74mm占78.62%,收回率99.39%,精礦檔次59.54%,比原磁選機精礦檔次進步.8%。而PVC-U管的管溝底部要求回填cm厚不含硬物的砂土,管道的側面和上面均要求回填不含硬物(尤其是不能有帶尖銳角的硬物)的砂土,管道上面回填的砂層厚度要達到2~3cm,然后再放回填土。回填土要求分層回填,以保證管底和管側面回填土的密實性,從而防止管道受力不均勻所引起的變形、接口破壞和漏水等。按規(guī)范要求溝槽開挖寬度為D+.5m。一般PVC-U管支管開叉可用三通或立式止水栓開叉。在施工時可加一個馬鞍形配件(半個二合三通),并用U形螺栓卡緊,這樣就加厚了管壁,然后直接在上面鉆孔開牙,再用外螺紋塑料件接出。
企業(yè)宗旨
一貫秉承“以誠信服務大眾,以質(zhì)量贏取市場”經(jīng)營方略是指引公司一路發(fā)展的方向,是公司永遠堅持的服務宗旨,贏得用戶的贊許是我們的滿意,及時滿足用戶的需求,是我們公司的愿望。長期以來,公司員工以優(yōu)質(zhì)的服務,取悅于用戶,以誠信的言行取信于用戶,得到了用戶們的一致好評。我們期待著與您更加愉快的合作!公司的發(fā)展,離不開社會各界的大力支持,在各界的支持下,我們正昂首闊步邁向未來!方管廠將繼往開來,創(chuàng)造出更加美好、燦爛的明天!
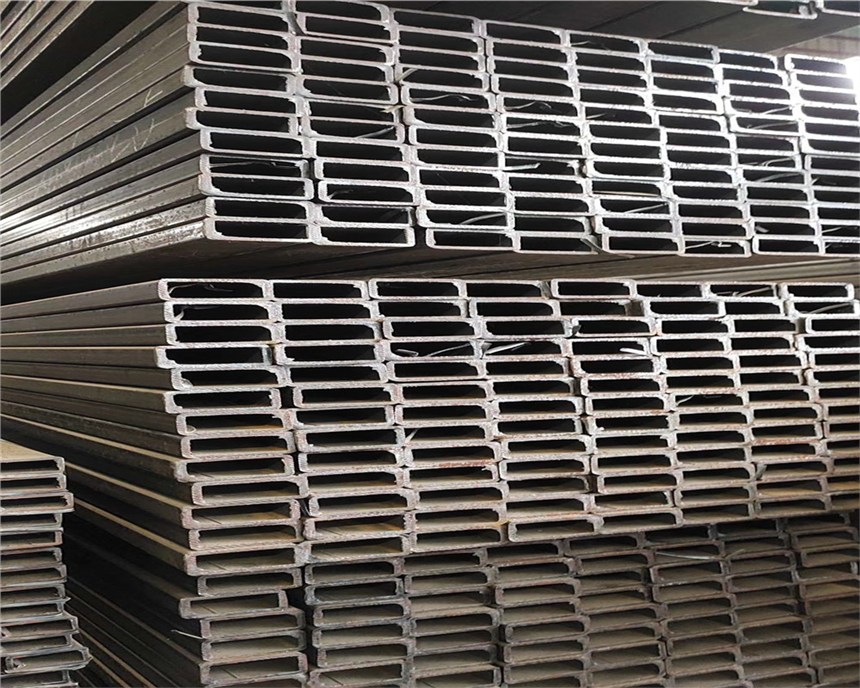
產(chǎn)品規(guī)格
方形管.png
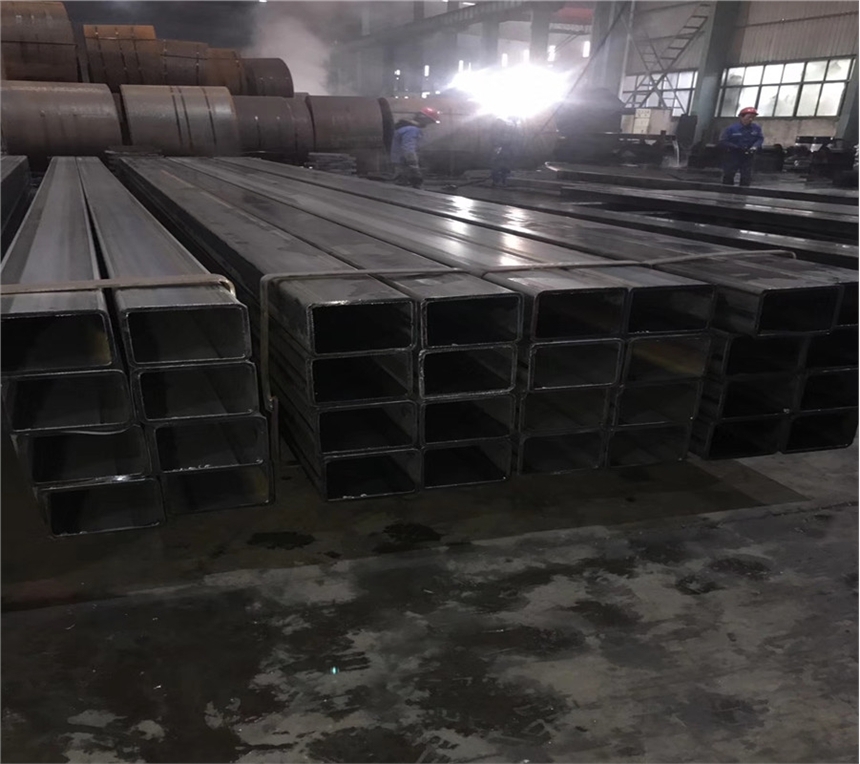
常德50*200*8直縫焊管比重多少無錫高頻焊管廠家
冷擠壓凸模為圓錐形芯棒,以圓錐凸模小端壓入圓柱形鋼管內(nèi)(坯料外表面不受凹模作用),則金屬坯料在受到作用于內(nèi)孔表面上的正壓力時,金屬坯料逐漸向外膨脹形成圓錐形管,同時在切向壓力作用下,金屬坯料沿軸向長度被縮短。根據(jù)金屬變形的機理,先采用擠壓凹模使圓柱無縫鋼管坯料逐漸收口,再用圓錐凸模使圓柱無縫鋼管逐漸擴口,形成整個圓錐形管件,冷擠壓工藝方案見圖2。冷擠壓成形工藝過程分為四個階段:階段是將圓柱無縫鋼管坯料壓入凹模1;第二階段將凹模2與凹模1組合起來,壓力機將坯料逐漸壓入凹模1與凹模2,此時坯料的一半長度受壓而縮小成錐形;第三階段將凸模1先壓入坯料內(nèi)孔與孔口平;第四階段,將凸模2和凸模1組合起來,壓力機繼續(xù)將凸模1與凸模2向下壓入坯料孔內(nèi),則坯料的上半部分被脹形成為錐管。
產(chǎn)品標準
1 GB/T3094-2000 冷拔異型方管
2 GB/T6728-2002 結構用冷彎空心型鋼
3 ASTM A 500美國結構用碳素鋼冷成型圓截面和異型截面焊接方管和無縫方管
4 JIS G 3466日本一般構造船用結構型方鋼管
5 DIN EN 10210歐洲非合金和細晶粒結構鋼及熱精加工結構空心方管
6 DIN EN 10219歐洲非合金和細晶粒結構鋼及冷彎成型空心方管
7 JG 178-2005建筑結構用冷彎矩方形鋼管
常德50*200*8直縫焊管比重多少無錫高頻焊管廠家模具CACAM技術應向宜人化、集成化、智能化和網(wǎng)絡化方向發(fā)展,并提高模具CACAM系統(tǒng)專用化程度。為了提高CACACAM技術的應用水平,建立完整的模具資料庫及開發(fā)專家系統(tǒng)和提高軟件的實用性十分重要。從加工技術來說,發(fā)展重點在于高速加工和高精度加工。高速加工目前主要是發(fā)展高速銑削、高速研拋和高速電加工及快速制模技術。高精度加工目前主要是發(fā)展模具零件精度1μm以下和表面粗糙度Ra≦.1μm的各種精密加工。根據(jù)JISZ3101標準進行的短焊道焊接的熱影響區(qū)硬度試驗表明:在焊接長度超過20毫米時,焊接熱影響區(qū)的硬度小于HV350,具有能滿足日本建筑施工標準(JASS6)的良好焊接性能。JFE采用CO2氣體保護焊對翼緣厚40毫米的該H型鋼進行多層堆焊,以檢查了其焊接頭性能。焊接材料采用MG-56級(直徑1.2毫米),實驗條件為無預熱、道次間溫度小于250℃,進行9層16道次的焊接,焊接的輸入熱量為3千焦/毫米。JFE鋼鐵從1989年開始銷售CleanMix鐵粉。目前銷售的品種有可在常溫沖壓下高密度成型的CleanMixHDX、可將沖壓成型后的工件從模具低負荷倒出的CleanMixLX、可改善燒結體切削性的CleanMixJFM系列以及可穩(wěn)定成型時的填充重量的CleanMixZERO等。近,有越來越多的客戶不再自己混合石墨粉及銅粉,而是改用預混合鐵粉。再加上全球汽車產(chǎn)量的增加,燒結部件市場也在隨之不斷擴大,今后CleanMix鐵粉的需求也有望擴大,因此JFE鋼鐵增強了制造設備。單獨HNO3溶液可不加緩蝕劑,但HNO3+HF酸洗時,需要加Lan-826。使用HNO3+HF酸洗,為防止腐蝕,濃度應保持5:1的比例。溫度應低于49℃,如過高,HF會揮發(fā)。對鈍化液,HNO3應控制在2%~5%之間,根據(jù)電化學測試,HNO3濃度小于2%處理的鈍化膜質(zhì)量不穩(wěn)定,易產(chǎn)生點蝕,但HNO3濃度也不宜大于5%,要防止過鈍化。用一步法處理除油酸洗鈍化,雖然操作簡便,節(jié)省工時,但該酸洗鈍化液(膏)中會有侵蝕性HF,因此其終保護膜質(zhì)量不如多步法。本研討選用一種新辦法-氯化離析-弱磁選工藝來對高磷鐵礦石進行提鐵降磷。實驗礦樣實驗礦樣為云南某高磷鐵礦石樣品,含鐵41.56%,含磷1.13%,鐵首要以赤褐鐵礦、菱鐵礦、硅酸鐵、磁鐵礦等方式存在。試樣風化現(xiàn)象比較嚴峻,原始粒度組成為+5mm占35%左右,-5+1mm占45%左右,-1mm占2%左右,實驗前將其加工成悉數(shù)小于5mm備用。試樣的光譜分析、化學分析、鐵物相分析成果見表1~表3,加工成-5mm后的粒度分析成果。


品")


網(wǎng)站")









