- 產(chǎn)品
- 供應(yīng)
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
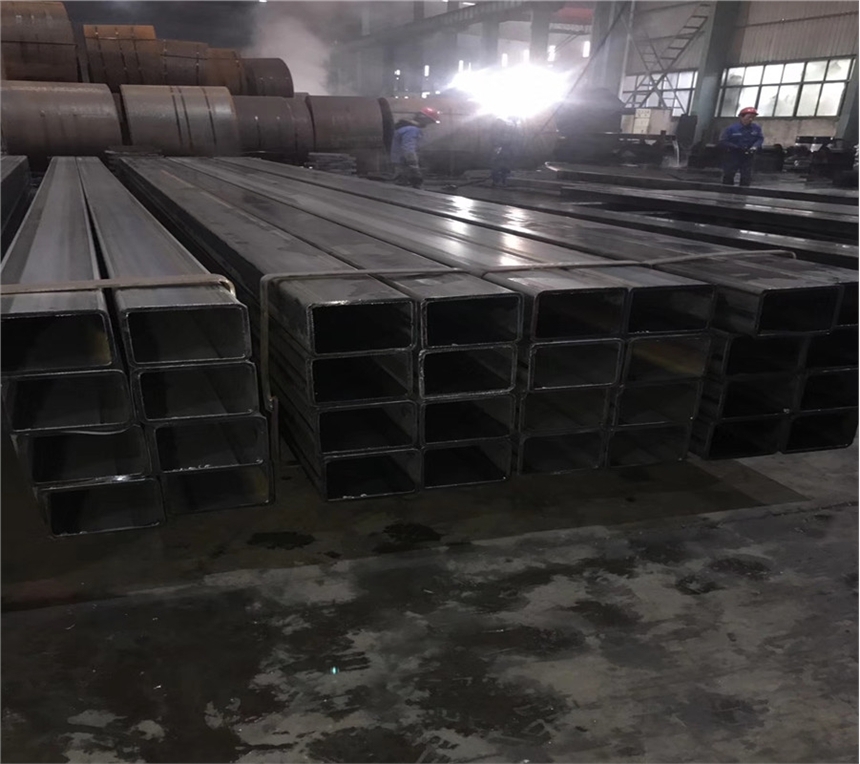

漢中320*150*8熱鍍鋅方管Q345材質(zhì)無錫高頻焊管廠家
脫脂鋼材及其零件在儲運過程中要用防銹油脂保護,一般合金在壓力加工時要用到拉延油,林件在切削加工時要接觸乳化液,熱處理時可能接觸冷卻油,零件上還經(jīng)常有操作者手上的油跡和汗跡,零件上的油脂還總是和灰塵等雜質(zhì)摻和在一起的。零件上的油脂不僅阻礙了磷化膜的形成,而且在磷化后進行涂裝時會影響涂層的結(jié)合力、干燥性能、裝飾性能和耐蝕性。要脫去金屬表面的油脂,首先就要了解油脂的有關(guān)性質(zhì):油污的性質(zhì)和組成在選擇脫脂方法和脫脂劑時,首先要了解金屬表面所帶的油污的性質(zhì)和組成,只有這樣,才能進行正確的選擇,達到滿意去油效果。
1、方管產(chǎn)品說明
方管是一種空心方形的截面輕型薄壁鋼管,也稱為鋼制冷彎型材。它是以Q235熱軋或冷軋帶鋼或卷板為母材經(jīng)冷彎曲加工成型后再經(jīng)高頻焊接制成的方形截面形狀尺寸的型鋼。熱軋?zhí)睾癖诜焦艹诤裨龊裢馇闆r,其角部尺寸和邊部平直度均達到甚至超過電阻焊冷成型方管的水平。綜合力學(xué)性能好,焊接性,冷,熱加工性能和耐腐蝕性能均好,具有良好的低溫韌性。
2、方管用途
方管的用途有建筑,機械制造,鋼鐵建設(shè)等項目, 造船,太陽能發(fā)電支架,鋼結(jié)構(gòu)工程,電力工程,電廠,農(nóng)業(yè)和化學(xué)機械,玻璃幕墻,汽車底盤,機場,鍋爐建造,高速路欄桿,房屋建筑,壓力容器,石油儲罐,橋梁,電站設(shè)備,起重運輸機械及其他較高載荷的焊接結(jié)構(gòu)件等。
漢中320*150*8熱鍍鋅方管Q345材質(zhì)無錫高頻焊管廠家焊接速度的同時盡量減小焊擺動頻率,使的蓋面焊縫薄而寬,從而減小了熔池存在時間,達到了減少仰焊位置余高的目的。根據(jù)試焊結(jié)果及分析后確定西氣東輸二線聯(lián)絡(luò)線STT根焊+CRC全自動焊填充、蓋面工藝參數(shù)。依據(jù)表3焊接參數(shù)焊接,焊縫經(jīng)檢測無氣孔、裂紋、未熔合等缺陷,焊縫表面成型情況,宏觀金相良好。焊縫機械性能經(jīng)過石油天然氣管道科學(xué)研究院焊接技術(shù)中心檢測,各項指標(biāo)符合西氣東輸二線聯(lián)絡(luò)線接施工要求。STT根焊+CRC-P26自動焊接在大口徑、厚壁(V型坡口)管道上的成功應(yīng)用,充分體現(xiàn)了自動焊接技術(shù)優(yōu)質(zhì)、、低勞動強度的特點。旋壓軋制、彎曲成型的都屬于特殊軋制。軋制同其他加工一樣,是使金屬產(chǎn)生塑性變形,制成具有一品。不同的是,軋鋼工作是在旋轉(zhuǎn)的軋輥間進行的。軋鋼機為兩大類,軋機主要設(shè)備或軋機主列、輔機和輔助設(shè)備。凡用以使金屬在旋轉(zhuǎn)的軋輥中變形的設(shè)備,通常稱為主要設(shè)備。主機設(shè)備排列成的作業(yè)線稱為軋鋼機主機列。主機列由主電機、軋機和傳動機械三部分組成。軋機按用途分類有:初軋機和開坯機,型鋼軋機(大、中、小和線材),板帶機,鋼管軋機和其他特殊用途的軋機。
1、實彎
實彎,顧名思義是壓實了彎折,實彎時內(nèi)外輥與管坯內(nèi)外壁雙向壓實。
1)實彎的優(yōu)點是反彈小,成型準(zhǔn)確,而且只要輥型準(zhǔn)確,內(nèi)角成型的R比較準(zhǔn)確。
2)實彎的缺點是有拉伸/減薄效應(yīng)。,實彎會使彎折處產(chǎn)生拉伸,拉伸效應(yīng)使彎折線縱向的長度縮短; 第二,實彎彎折處金屬會因拉伸而變薄。
漢中320*150*8熱鍍鋅方管Q345材質(zhì)無錫高頻焊管廠家
近幾年來由于鋼材市場的激烈競爭,科技進步的加快,極大地促進了鋼材產(chǎn)品的深加工開發(fā)。由于鋼材產(chǎn)品深加工具有投資少、建設(shè)周期短、資金回收快、勞動密集等優(yōu)點,許多企業(yè)進行了嘗試,并取得了較好效益。企業(yè)發(fā)展深加工產(chǎn)品可以有以下幾種型式:利用現(xiàn)有生產(chǎn)工藝,對后部設(shè)備進行改造,實現(xiàn)在線產(chǎn)品深加工。這樣,既可減少投資,又可創(chuàng)造較大的經(jīng)濟效益,是鋼鐵企業(yè)實施鋼材深加工的方案。在企業(yè)內(nèi)部建設(shè)鋼材深加工生產(chǎn)線(如鞍鋼、首鋼等),可以利用現(xiàn)有技術(shù)人員和富余人員,以及廠房和閑置設(shè)備等。.造成卷取不齊的主要原因及處理方法造成卷取不齊的主要原因有幾點:1)尾部張力設(shè)置不合理;頭部開卷機鋼卷位置不當(dāng),偏離中心過大;對中系統(tǒng)有問題;張力機輥縫間隙不合,張力機架松動。對于設(shè)備上存在的問題及時通知電氣、機械人員進行處理,設(shè)置頭部張力時應(yīng)根據(jù)技術(shù)操作規(guī)程進行,尾部張力機壓下量應(yīng)保證板形平直緊繃,上料時上料工應(yīng)與開卷工緊密配合,保證鋼卷在中心附近。各罐串酸的判斷及臨時處理方法。根據(jù)化驗單數(shù)據(jù),若出現(xiàn)相鄰兩罐濃度接近、無梯度、不合理,則兩罐間存有串酸現(xiàn)象,可采取在對應(yīng)兩酸槽間設(shè)置檔塊阻隔串流的臨時處理手段處理。
鋼坯加熱的目的鋼坯加熱的目的是提高鋼的塑性,降低變形抗力,以便于軋制;正確的加熱工藝,還可以消除或減輕鋼坯內(nèi)部組織缺陷。鋼的加熱工藝與鋼材質(zhì)量、軋機產(chǎn)量、能量消耗、軋機壽命等各項技術(shù)經(jīng)濟指標(biāo)有直接關(guān)系。、三段連續(xù)式加熱爐所謂的三段即:預(yù)熱段、加熱段和均熱段。預(yù)熱段的作用:利用加熱煙氣余熱對鋼坯進行預(yù)加熱,以節(jié)約燃料。(一般預(yù)加熱到3~45℃)加熱段的作用:對預(yù)加熱鋼坯再加溫至115~125℃,它是加熱爐的主要供熱段,決定爐子的加熱生產(chǎn)能力。

2、空彎
空彎是通過外輥與管坯外壁的單向接觸形成彎矩使帶料彎折,空彎會使彎折線產(chǎn)生壓縮,壓縮效應(yīng)使彎折線縱向伸長,彎折處金屬出現(xiàn)堆積變厚,這就是空彎的壓縮/增厚效應(yīng)。
1)空彎的優(yōu)點是可以在無法進行實彎時進行邊長的彎折,比如方矩管的上邊/側(cè)邊同步彎折和精整。空彎還可以彎折R<0.2t的內(nèi)角而不致管壁發(fā)生斷裂。
2)空彎的缺點是在上邊/側(cè)邊同步空彎時,由于上輥和下輥同時產(chǎn)生壓力,成型力容易超越臨界點,造成邊部失穩(wěn)內(nèi)凹,并且也會影響到機組穩(wěn)定運行和成型質(zhì)量。這也是方矩管和圓管空彎成型時不同的特點。
與這些企業(yè)相比,鋼鐵企業(yè)在材料研究、質(zhì)量穩(wěn)定性控制、精益制造等方面還存在不小的差距,目前尚不足以直接參與競爭。加上材料的市場需求有限,國內(nèi)供應(yīng)商加入的動力也顯不足。據(jù)中航工業(yè)旗下某飛機制造廠的采購人員介紹,該公司曾采購少量國產(chǎn)鈦材進行實驗,一方面實驗結(jié)果不令人滿意,另一方面與進口材料相比,價格并不占優(yōu)勢,終沒有選擇國產(chǎn)鈦材。此外,稅收政策的差別,也導(dǎo)致國產(chǎn)材料的成本競爭力與進口材料比處于劣勢。
到達終位的誤差為±5mm。脫出的芯棒經(jīng)輸送輥道送到芯棒定位升降擋板前,然后由芯棒移送裝置把芯棒送入芯棒冷卻槽,循環(huán)使用。脫棒機安裝位置與連軋管機平行。脫棒機有兩列脫棒鏈。這兩列脫棒鏈用橫梁連接起來。兩列脫棒鏈間共有兩個脫棒橫梁及多個承載橫梁。脫棒橫梁用來從荒管中抽出芯棒,而承載橫梁用來在脫棒過程中支承芯棒。在脫棒橫梁上用螺栓緊固與軋件尺寸相關(guān)的脫棒卡緊裝置。當(dāng)更換軋制芯棒時,需要更換脫棒卡緊裝置。


品")


網(wǎng)站")









