- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
電動汽車注塑模具/注塑成型模具支持定制
汽車注塑模具
溫馨提示:急報價做注塑模具咨詢熱線:18857609316 陳總【熱線:0576--89881100】
親:提供樣品,或者,三維圖紙,二維圖紙,可以報價開模, 小霞模具有強大設計團隊,歡迎您來咨詢報價!

|
型號: |
按要求定制 |
|
腔數: |
1出1 |
|
模架: |
LKM, ISM標準,HASCO 或按照客戶要求 |
|
模具材質: |
P20, 718H, H13, 2344, 2316, NAK80 |
|
模具流道系統: |
冷流道/熱流道 |
|
設計軟件: |
UG; PROE; CAD |
|
塑料材質: |
PP, ABS, HDPE, PC, PVC, PA6, PA66, PET etc. |
|
模具壽命: |
500,000次-3,000,000次 |
|
模具尺寸: |
根據產品設計 |
|
模具重量: |
根據產品設計 |
|
樣品: |
根據產品設計 |
|
普通模具交貨期: |
65-120天 |
|
高要求精密模具 |
95-165天 |







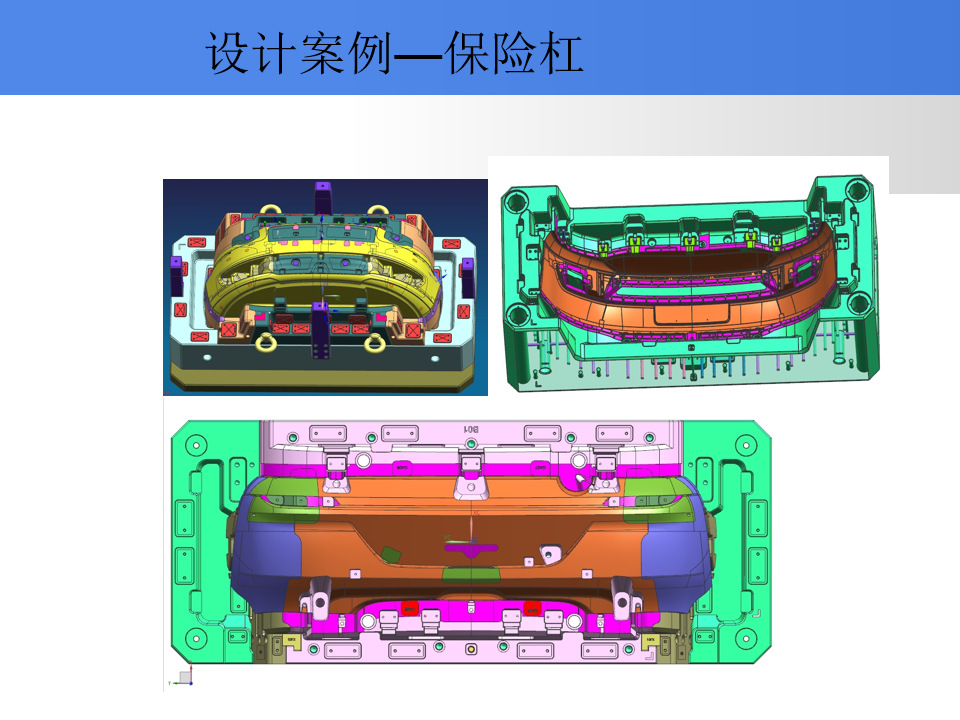
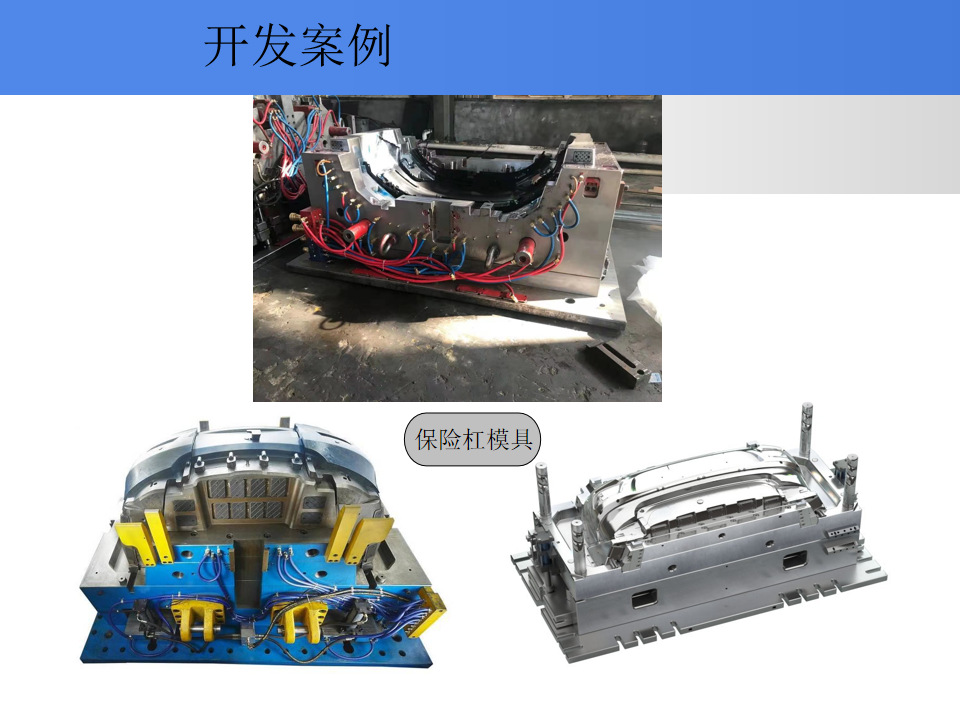
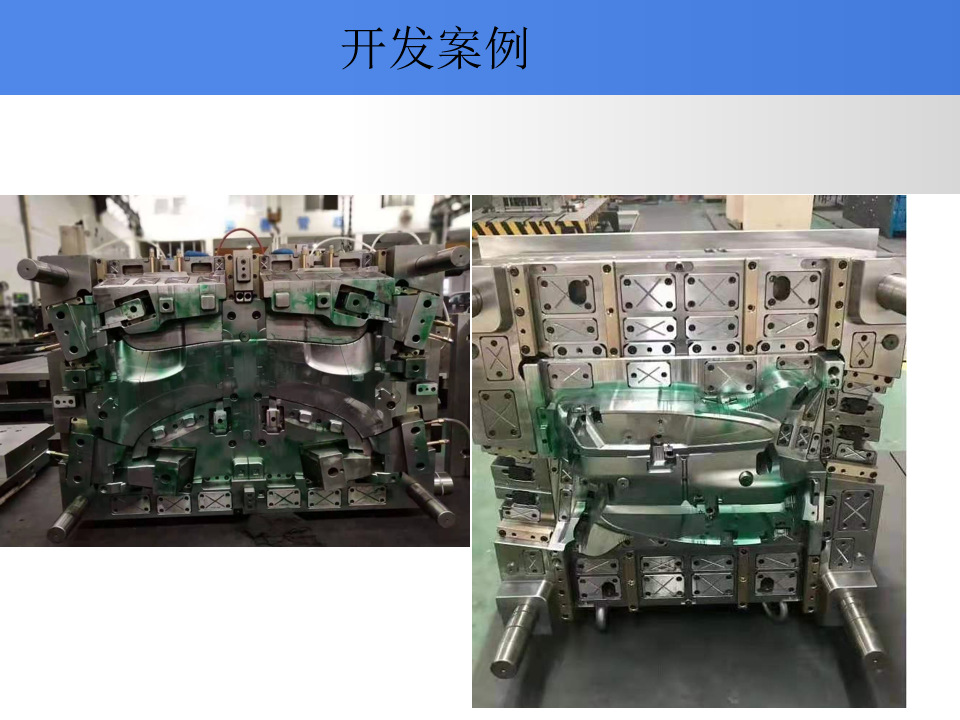







汽車模具供應商 汽車注塑模具 汽車模具公司 汽車模具廠家 汽車模具制造
制造調整和使用調整是注塑模試注塑調整的兩個方面,俗稱注塑模調整。注塑模調整可以發現注塑件的工藝性、注塑工藝設計、注塑模設計和注塑模制造等方面的問題,可以積累大量的原始資料和的實踐經驗。 模具制造和使用中的常見問題 模具表面質量對模具使用性能的影響 沖模凸、凹模工作表面粗糙度Ra值大,將造成凹模孔初期磨損增大,則凸、凹模之間間隙亦將隨之增大; 導向副配合面的Ra值增大,將會破壞油膜,產生摩擦;Ra值過小,則易產生“咬合”,加速表面的破壞與磨損;
影響型面的疲勞強度,如凸模在工作時受壓應力與拉應力交變載荷,Ra值大將產生部應力集中,其尖凹處易形成裂紋,造成疲勞損壞; 影響耐腐蝕性能,Ra值過大,其波凹處易積聚腐蝕性介質,產生化學腐蝕;其波峰面易產生電化學腐蝕。 模具爆裂的原因 模具材質不好在后續加工中容易碎裂; 熱處理:淬火回火工藝不當產生變形; 模具研磨平面度不夠,產生撓曲變形; 設計工藝:模具強度不夠,刀口間距太近,模具結構不合理,模板塊數不夠無墊板墊腳;
線切割處理不當; 沖床設備的選用:沖床噸位,沖裁力不夠,調模下得太深; 脫料不順:生產前無退磁處理;生產中有斷針斷彈簧等卡料。 影響模具壽命的因素 正確使用和合理維護 汽車模具的注塑件生產 汽車模具的注塑件加工工序,根據零件的形狀、大小、精度、材料和批量不同,基本上分成兩大類,即分離工序和成形工序。 指金屬板材所受應力超過材料的強度限,使板材發生剪裂,而發生分離。分離工序主要包括:
利用沖模沿封閉輪廓曲線沖切,使零件與坯料分離,沖下部分是零件。 利用沖模沿封閉輪廓曲線沖切,使零件與坯料分離,沖下部分是棄料,留下部分是零件。 利用剪刀或沖模沿不封閉輪廓曲線剪下零件;或將工件材料部分切開,但不分離成兩部分 將成形零件的邊緣修切整齊或切成一定形狀。 指金屬板材所受應力超過材料的屈服限,使板材發生塑性變形并轉化成所需形狀的零件。成形工序主要包括: 在外力作用下,利用模具使坯料產生彎曲變形,達到要求的形狀。
日期:2023-8-8 輝




