- 產(chǎn)品
- 供應(yīng)
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
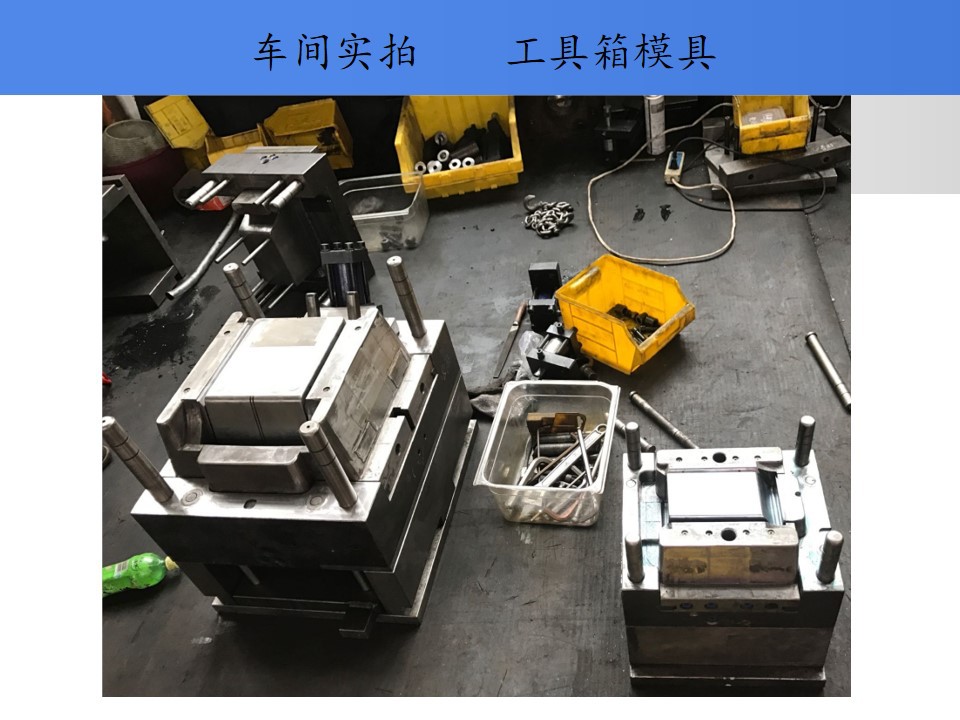
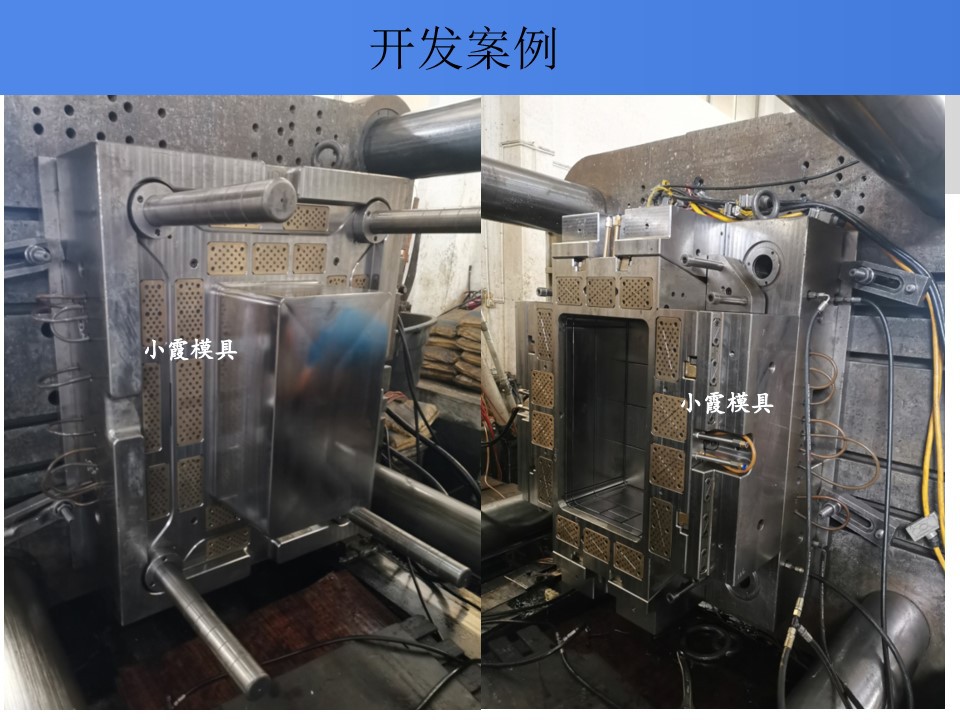
多層塑膠整理箱模具/提供優(yōu)質(zhì)貨源
周轉(zhuǎn)箱注塑模具
溫馨提示:急報(bào)價(jià)做注塑模具咨詢(xún)熱線:18857609316 陳總【熱線:0576--89881100】
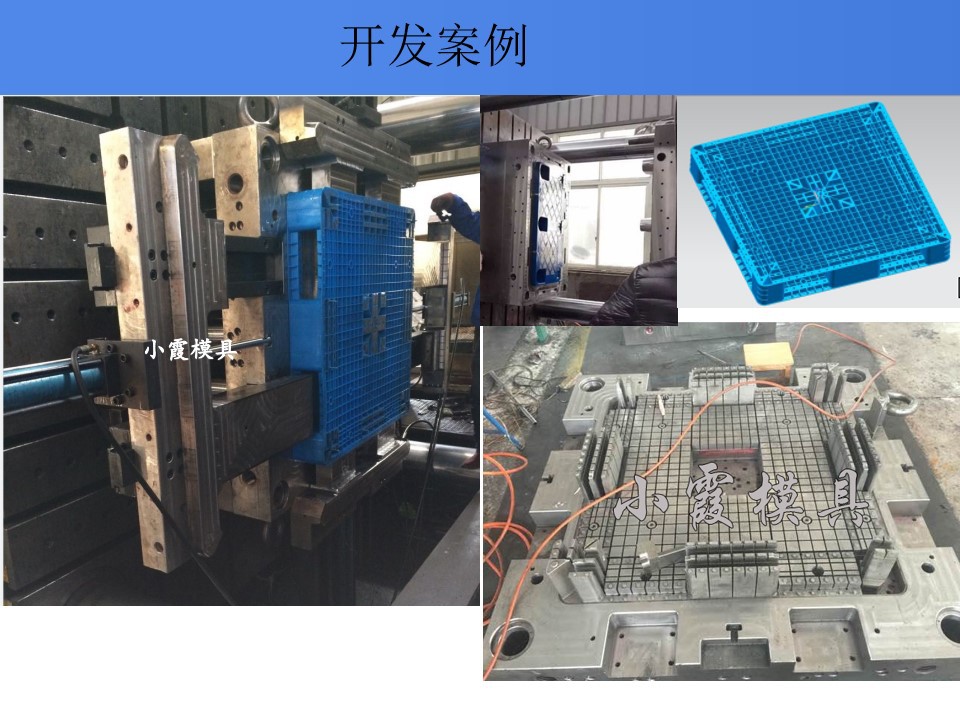
小霞模具有強(qiáng)大設(shè)計(jì)團(tuán)隊(duì)可接受:提供樣品,或者,三維圖紙,二維圖紙,可以報(bào)價(jià)開(kāi)模,歡迎您來(lái)咨詢(xún)報(bào)價(jià)!

|
型號(hào): |
按要求定制 |
|
腔數(shù): |
1出1 |
|
模架: |
LKM, ISM標(biāo)準(zhǔn),HASCO 或按照客戶(hù)要求 |
|
模具材質(zhì): |
P20, 718H, H13, 2344, 2316, NAK80 |
|
模具流道系統(tǒng): |
冷流道/熱流道 |
|
設(shè)計(jì)軟件: |
UG; PROE; CAD |
|
塑料材質(zhì): |
PP, ABS, HDPE, PC, PVC, PA6, PA66, PET etc. |
|
模具壽命: |
500,000次-3,000,000次 |
|
模具尺寸: |
根據(jù)產(chǎn)品設(shè)計(jì) |
|
模具重量: |
根據(jù)產(chǎn)品設(shè)計(jì) |
|
樣品: |
根據(jù)產(chǎn)品設(shè)計(jì) |
|
普通模具交貨期: |
35-50天 |
|
高要求精密模具 |
55-85天 |






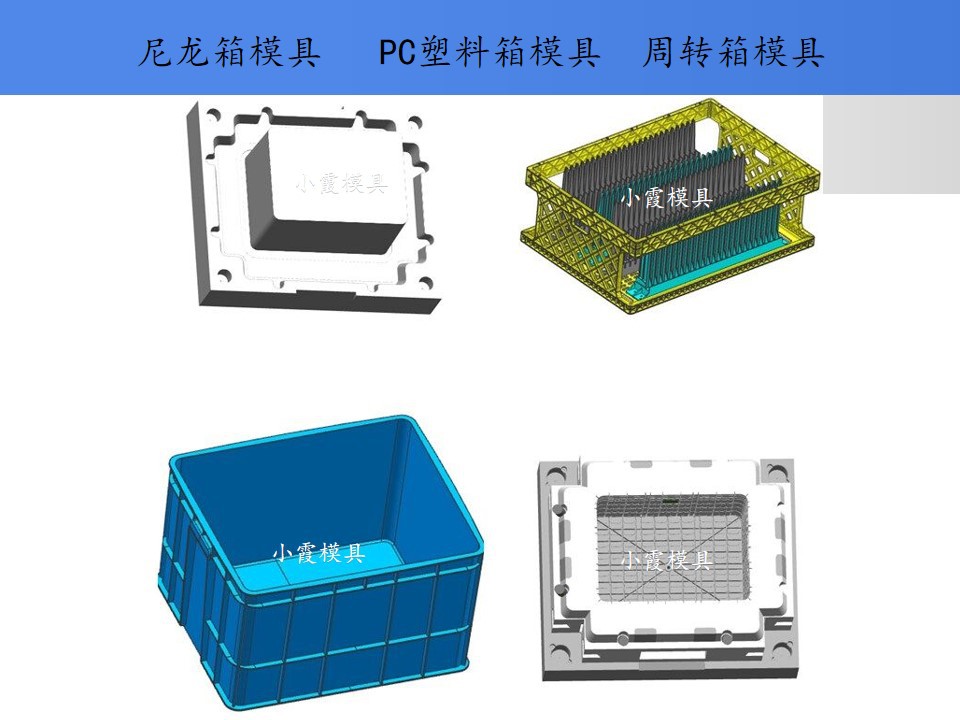
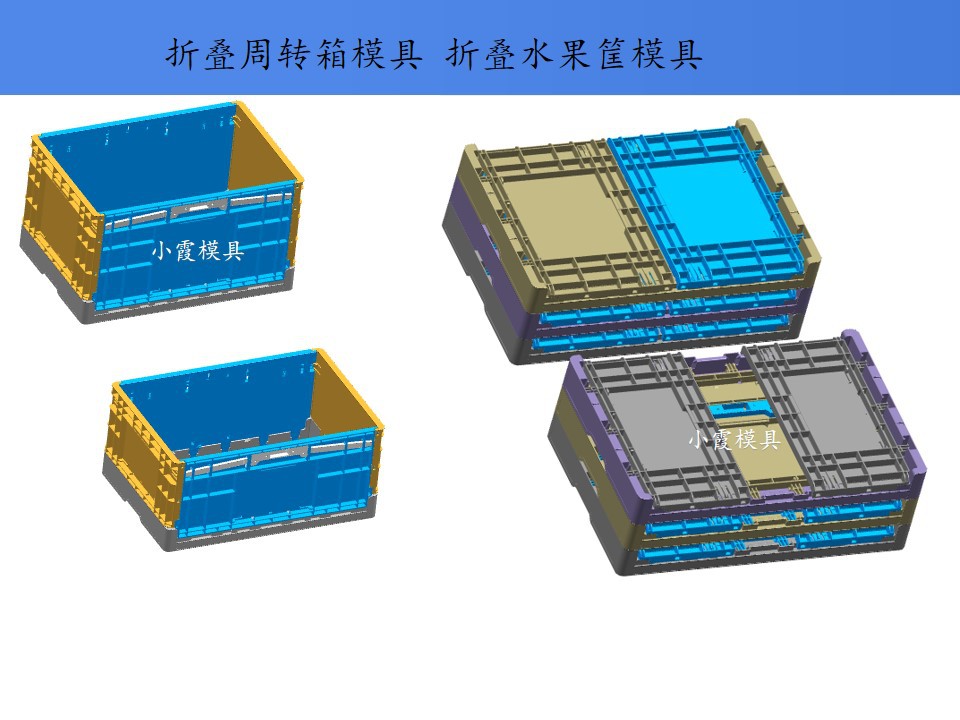
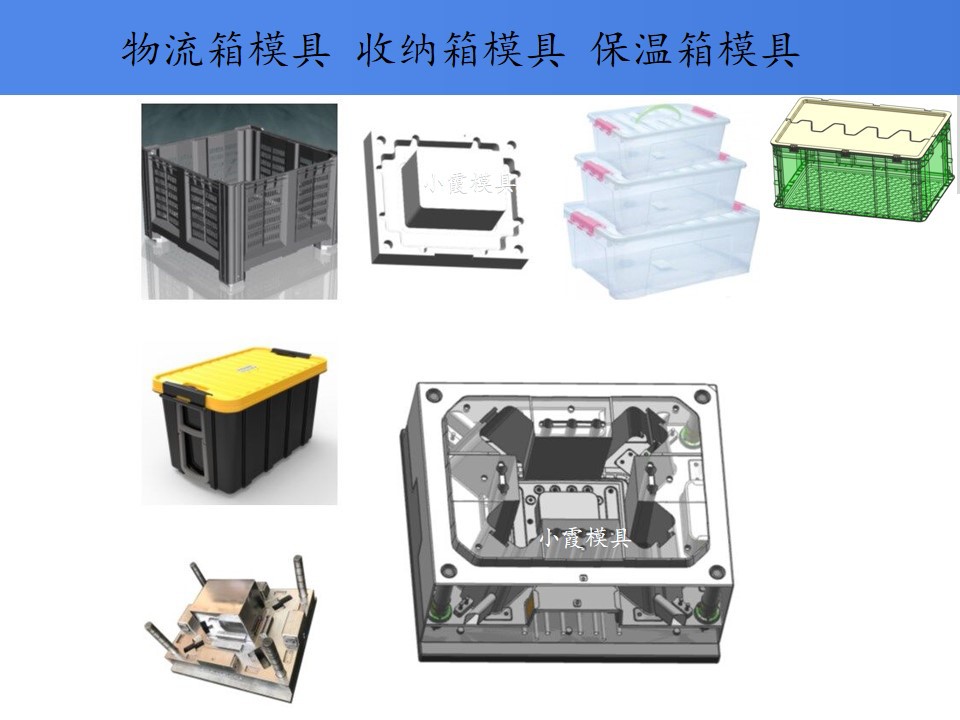
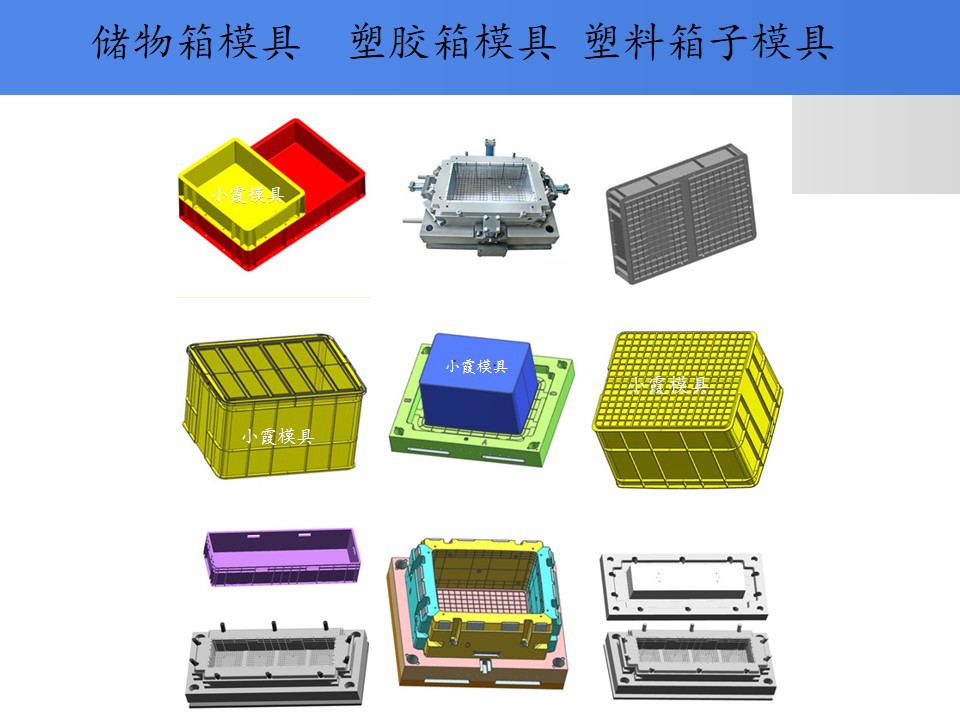
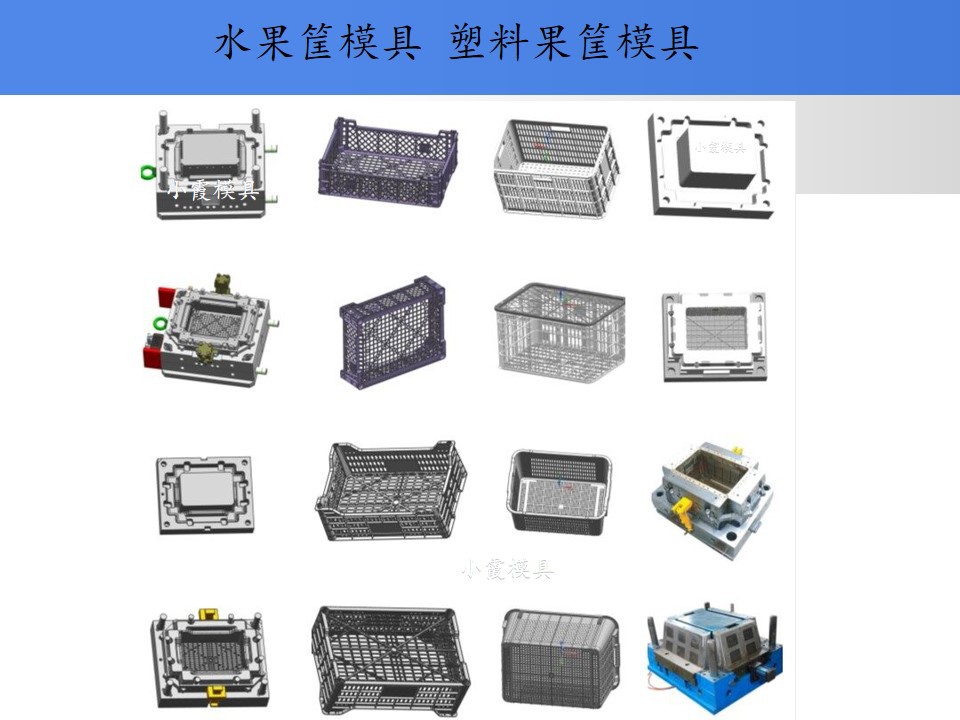
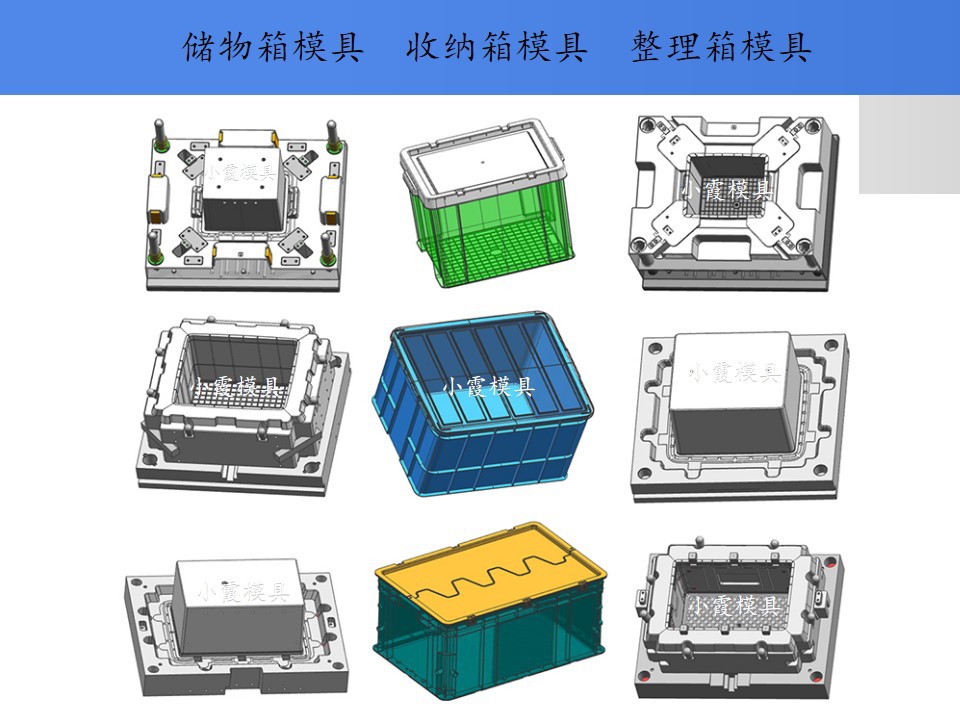

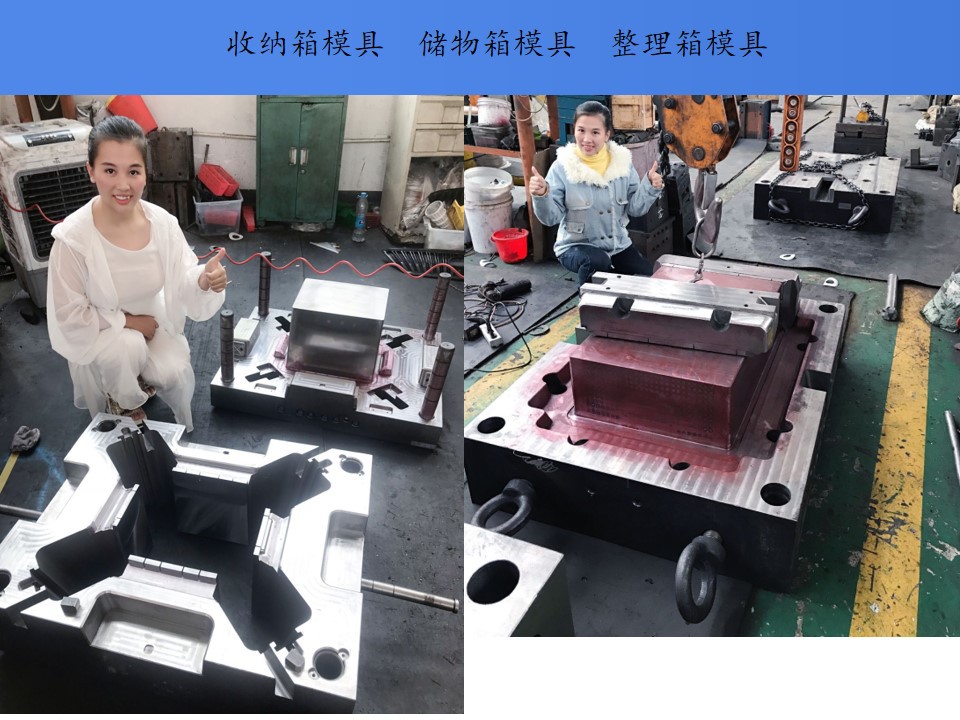
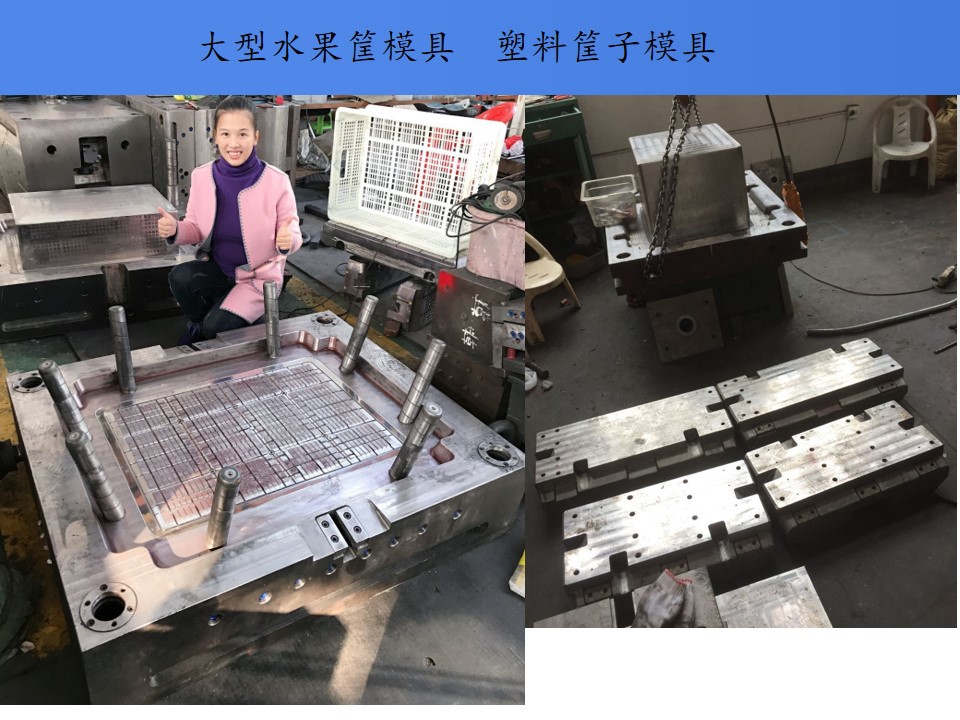

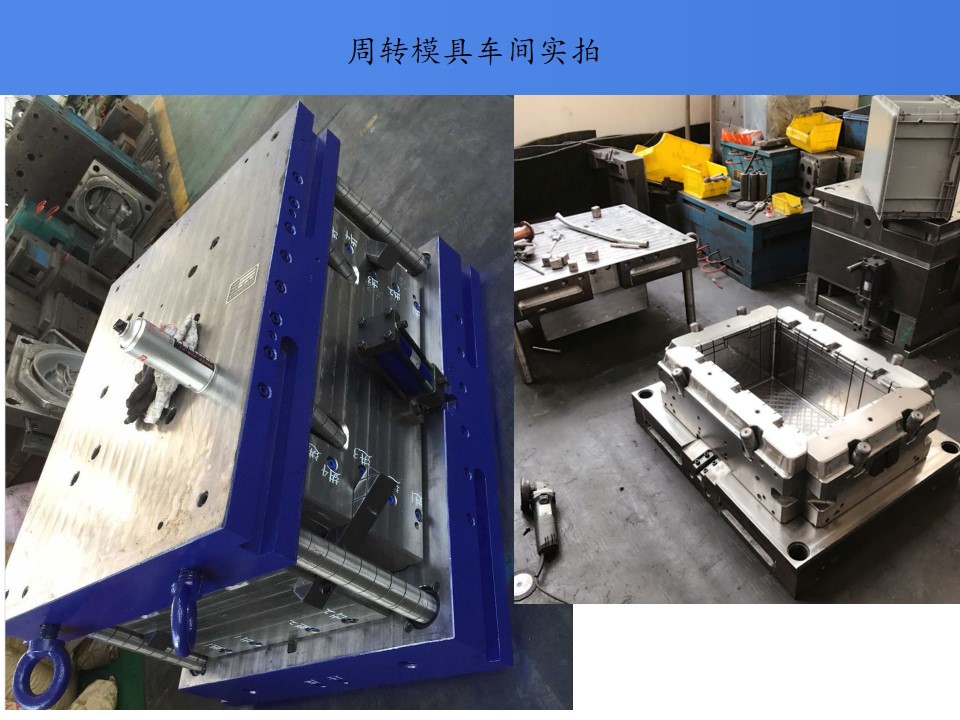
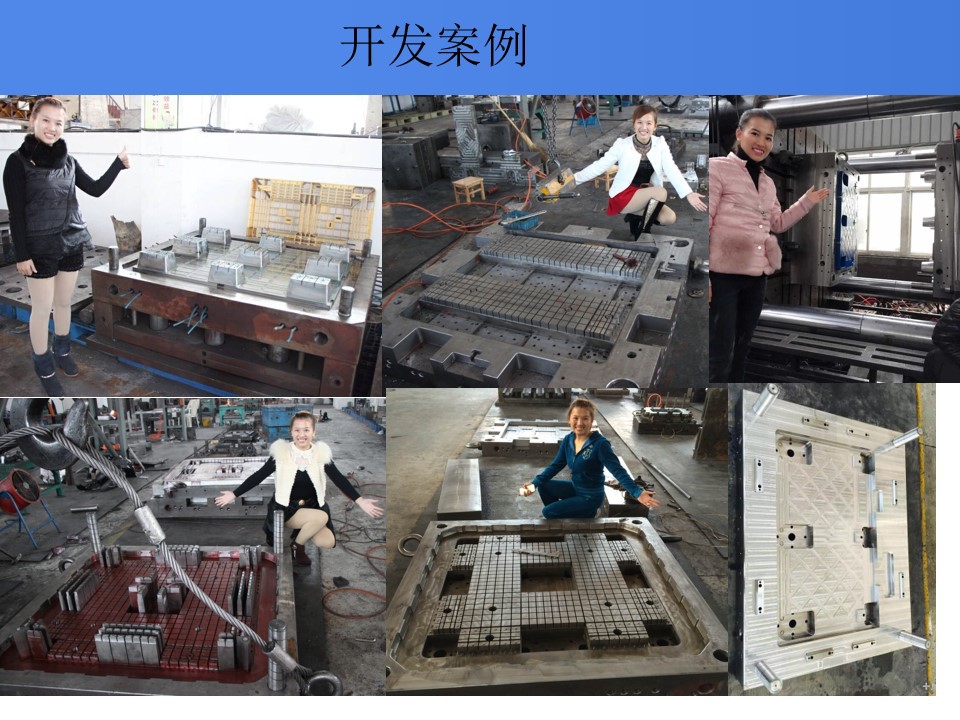




周轉(zhuǎn)箱模具 塑膠箱模具 收納箱模具 儲(chǔ)物箱模具
影響型面的疲勞強(qiáng)度,如凸模在工作時(shí)受壓應(yīng)力與拉應(yīng)力交變載荷,Ra值大將產(chǎn)生部應(yīng)力集中,其尖凹處易形成裂紋,造成疲勞損壞; 影響耐腐蝕性能,Ra值過(guò)大,其波凹處易積聚腐蝕性介質(zhì),產(chǎn)生化學(xué)腐蝕;其波峰面易產(chǎn)生電化學(xué)腐蝕。 模具爆裂的原因 模具材質(zhì)不好在后續(xù)加工中容易碎裂; 熱處理:淬火回火工藝不當(dāng)產(chǎn)生變形; 模具研磨平面度不夠,產(chǎn)生撓曲變形; 設(shè)計(jì)工藝:模具強(qiáng)度不夠,刀口間距太近,模具結(jié)構(gòu)不合理,模板塊數(shù)不夠無(wú)墊板墊腳;
線切割處理不當(dāng); 沖床設(shè)備的選用:沖床噸位,沖裁力不夠,調(diào)模下得太深; 脫料不順:生產(chǎn)前無(wú)退磁處理;生產(chǎn)中有斷針斷彈簧等卡料。 影響模具壽命的因素 正確使用和合理維護(hù) 汽車(chē)模具的注塑件生產(chǎn) 汽車(chē)模具的注塑件加工工序,根據(jù)零件的形狀、大小、精度、材料和批量不同,基本上分成兩大類(lèi),即分離工序和成形工序。 指金屬板材所受應(yīng)力超過(guò)材料的強(qiáng)度限,使板材發(fā)生剪裂,而發(fā)生分離。分離工序主要包括:
利用沖模沿封閉輪廓曲線沖切,使零件與坯料分離,沖下部分是零件。 利用沖模沿封閉輪廓曲線沖切,使零件與坯料分離,沖下部分是棄料,留下部分是零件。 利用剪刀或沖模沿不封閉輪廓曲線剪下零件;或?qū)⒐ぜ牧喜糠智虚_(kāi),但不分離成兩部分 將成形零件的邊緣修切整齊或切成一定形狀。 指金屬板材所受應(yīng)力超過(guò)材料的屈服限,使板材發(fā)生塑性變形并轉(zhuǎn)化成所需形狀的零件。成形工序主要包括: 在外力作用下,利用模具使坯料產(chǎn)生彎曲變形,達(dá)到要求的形狀。
把平板坯料成形為各種空心的零件,包括不變薄拉伸和變薄拉伸。 把孔或板料的邊緣翻出凸緣,以提高強(qiáng)度或供連接使用。 利用壓力將直徑較小的空心零件、管材、板材,由內(nèi)向外膨脹成直徑較大的曲母線零件。 在空心毛坯或管狀毛坯的某個(gè)部位上使其徑向尺寸擴(kuò)大或減小的成形方法。 是一種輔助成形工序,用以消除鈑金零件經(jīng)過(guò)各種成形加工后幾何形狀尺寸上出現(xiàn)的缺陷,或經(jīng)熱處理后由于應(yīng)力不均而產(chǎn)生的翹曲,使零件的形狀尺寸精度達(dá)到設(shè)計(jì)要求。
日期:2023-8-4 輝


員產(chǎn)品")

入企業(yè)網(wǎng)站")