- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
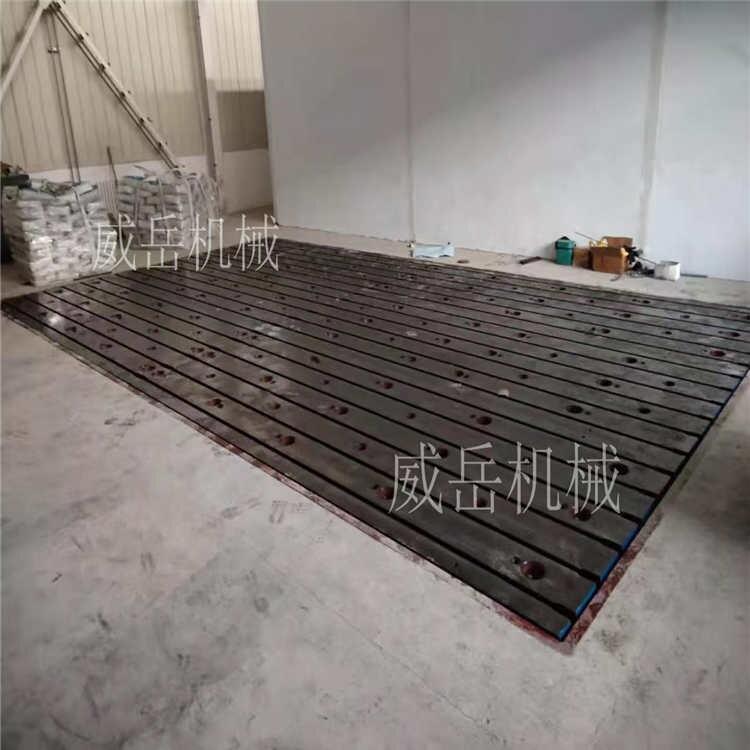
鑄鐵平臺在造型制芯時容易造成的一些問題鑄鐵平臺在造型制芯時容易造成的一些問題:
一. 在鑄件的表面上,一層鐵和鑄件之間夾有一層型砂,用外觀檢查或機械加工可以發現。
原因分析:鐵液進入砂型后,是型面層的水分向內遷移,在離型面3-5mm的地方形成高水分帶,該處的強度大大的降低,易引起鐵液潛入,或由于硅砂粒高溫膨脹的應力使表面層鼓起,鐵液鉆入,形成夾砂。 1.澆鑄的位置不當,對于水平澆鑄的大平面鑄件(鑄鐵焊接平臺),有時由于鐵液斷續覆蓋大平面的某處而產生夾砂。
2.型砂的緊實度過硬或緊實不均勻。
防止的方法:
1.盡量使大平面朝下或置于側面,減少鐵液對上平面的烘烤面積和烘烤時間。
2.對于鑄鐵焊接平臺這樣的大平面鑄件,澆鑄系統可分散布置,并適當的加大內澆口的截面,縮短澆鑄的時間或傾斜澆鑄。
3.型砂的緊實度不宜過緊,要求均勻,并加強透氣。
4.手工造型時,局部的薄弱處,可插釘子加強。
二. 鑄鐵焊接平臺由于造型制芯時造成的砂眼問題特征: 鑄件的空含有砂粒,用外觀檢查,機械加工或者磁力探傷可以發現。
原因分析:

1.造型和合箱時的落砂,未清砂干凈。
2.濕型在澆注前的停留時間過長,使干燥部分或凸出部位脫落。
3.由于模型的結構設計不太好,發生粘模,而砂型又
未修理好,或對鑄件拐彎處未搗圓角。
4.澆注系統的位置不合適,如直對砂芯,或澆口太小,鐵液的沖刷力大,破壞局部砂型。
防止的方法:
1.合箱前,將型腔內的落砂清掃干凈,仔細合箱,并及時蓋住澆冒口,以免重新掉入砂粒。
2.合理選擇芯頭和芯座之間的間隙,以免合箱時壓碎。
3.縮短濕型在澆鑄前的停留時間。
4.合理選擇起模斜度和圓角,手工造型時,可壓出圓角。成批的生產中,模樣應涂刷分型劑,以免粘模,并注意修理好損壞部位。
5.澆鑄系統位置和大小合適。
三. 鑄鐵焊接平臺由于造型制芯時造成的氣孔問題特征: 局部的氣孔,鑄件的局部地方,出現的孔表面較干凈光滑的單個氣孔或蜂窩狀氣孔。
原因分析:
1.砂型緊實度過高,降低了透氣性。
2.澆注系統設置不合理,使排氣不通或產生渦流,卷入氣體。
3.砂型排氣不好,或通氣道堵塞。
防止的方法:
1.澆注系統的設置應考慮型腔內排氣通暢及平穩流入鑄型。
2.起模和修型時,不宜刷水過多。
3.砂芯排氣要求通暢,合箱時,注意封死芯頭間隙,以免鐵液鉆入,堵塞通氣道。
4.芯撐和冷鐵干凈,無銹。
5.砂型的緊實度要求均勻,不宜過緊。
6.對于鑄鐵焊接平臺這樣的大平面鑄件,可采用傾斜澆鑄,出氣孔處稍高,以利排氣。
鑄鐵焊接平臺裂痕:產生原因:收縮應力和頂出或整緣時受力裂開造成。解決方法:
1、可以加大圓角;
2、檢查是否有熱點出現;
3、增壓的時間輕微改變;
4、增加或者縮短合模的時間;
5、增加拔模角; http://www.chinaweiyue.com/
6、增加頂出銷;
7、檢查模具是否有錯位、變形