- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
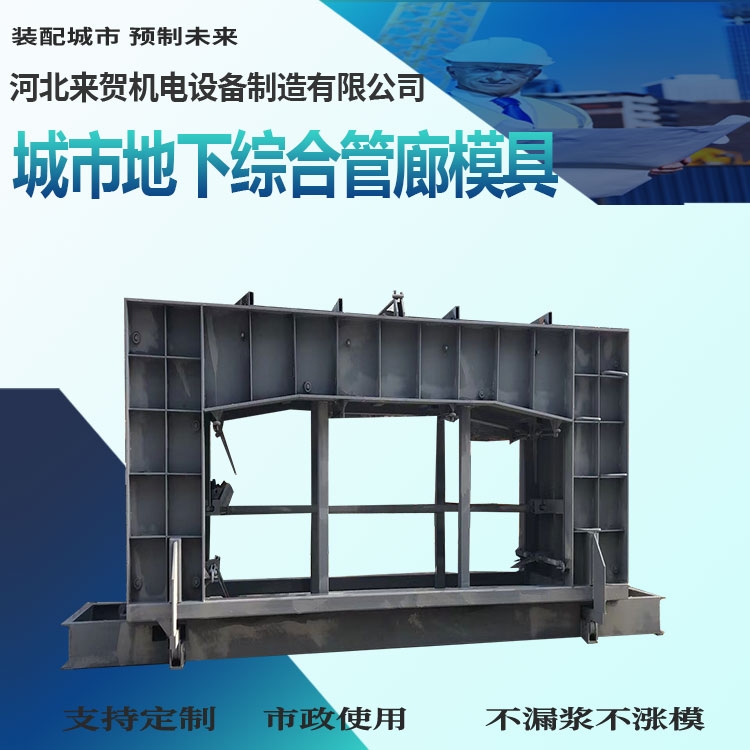
箱涵模具生產加工 水泥預制箱涵模具的價格 模具制造專業 1.澆注成型工藝(ロ輔助振動)。澆注成型工藝直接采用外掛振動器的箱涵模具直接進行澆注成型。優點是成型工藝簡單、生產靈活度高 此類模具的內模采用了省力、快速鎖緊的機構,其操作性、檢修保養性都非常好,而且模具不漏水、不漏砂漿,滿足了用戶對制品高精度和 表面美觀的要求。可生產大規格單口管廊和多孔綜合管廊產品。缺京是規模化生產時初期模具投入大、產能小、工人勞動雖度大,相對其它 工藝來看,原輔材料、人工及其它生產成本高。


箱涵模具生產加工 盛申致遠——箱涵模具就是為了避免背景技術中的不足,從而設計一種能夠根據加工產品尺寸需要的改變模具大小模塊式箱涵模具。這種設計具有以下幾種技術特征:1、側模框由模框和模框座構成,這樣做的目的在于由于模框的內模框下端采用鉸耳與模框座鉸接,模框的外模框下端與模框座間采用伸縮式連桿鉸接,因此模框可以以模座的鉸接連接點為基準,通過可調節伸縮式連桿的長短,即可實現側模框外開與內模快速安裝。2、端模框由四塊角模塊和一塊及一塊以上矩形模塊拼接,這樣做的目的在于由于端模框由四塊角模塊和多塊矩形模塊拼接構成,因此當改變矩形模塊的大小或改變矩形模塊尺寸時,即可實現端模框尺寸大小的改變。而四塊角模塊中三角模塊斜邊長短的改變,同樣能夠改變端模框尺寸大小的改變。3、底模由多塊形矩模板構成且矩形模板底部設有支撐腿,這樣做的目的在于由于構成底模的矩形模塊的尺寸與內模矩形模塊尺寸具有匹配性,因此底模可以方便地根據內模尺寸的大小而調整底模中矩形模塊的大小和尺寸。這種新型箱涵模具技術與舊的技術相比,可以使模具各部件之間能夠起到相互配合、協調的作用,模具非常穩固,產品的精度大在提高,合格率大大增加;而且通過更換模塊或者改變模塊的數量達到改變模具形狀和大小的目的,用以應對制造不同規格大小的方管涵,同一外形的方管涵只需定制一套模具,極大地降低了生產成本,也節省了制造模具所花費的時間,使生產進度大大加快;該種箱涵模具結構簡單、操作簡便、實用性也非常好。


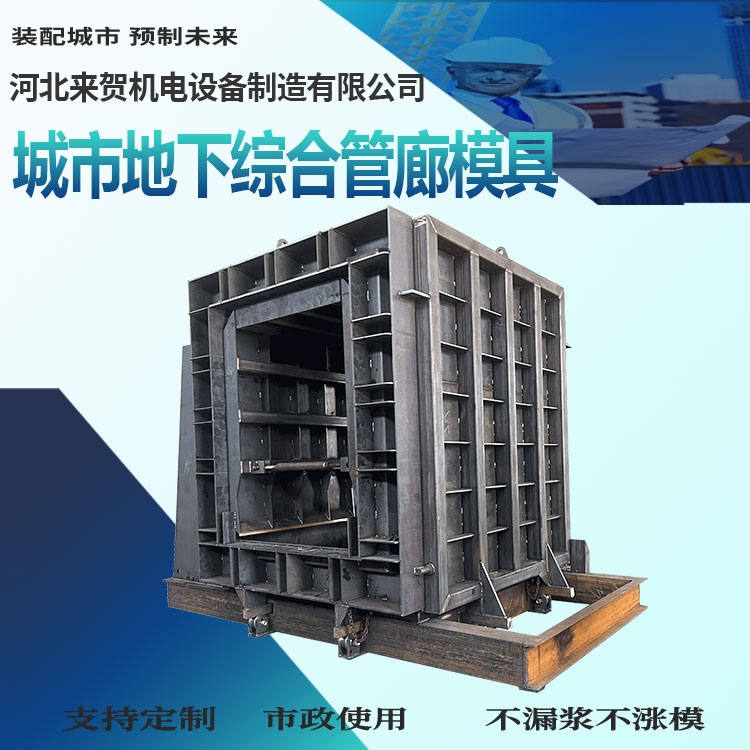
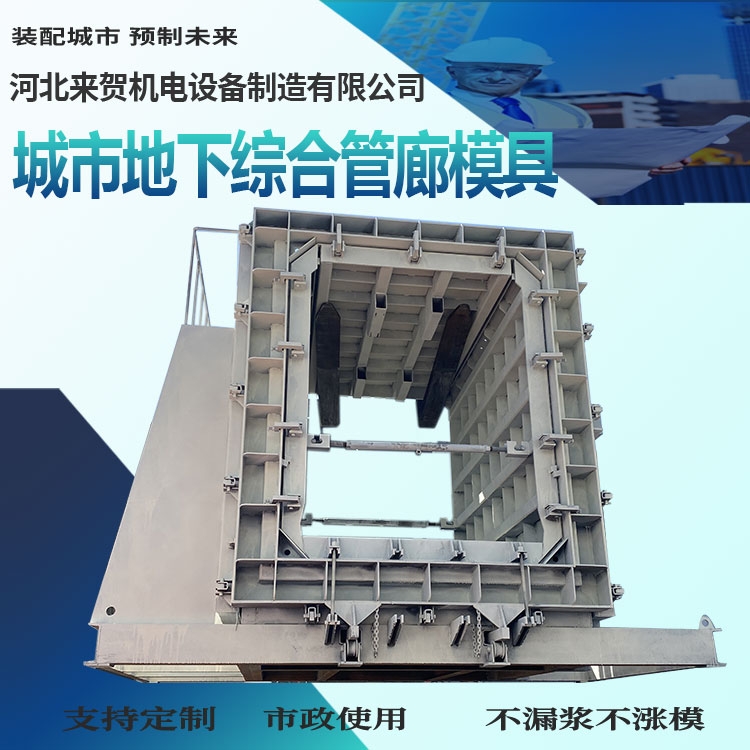
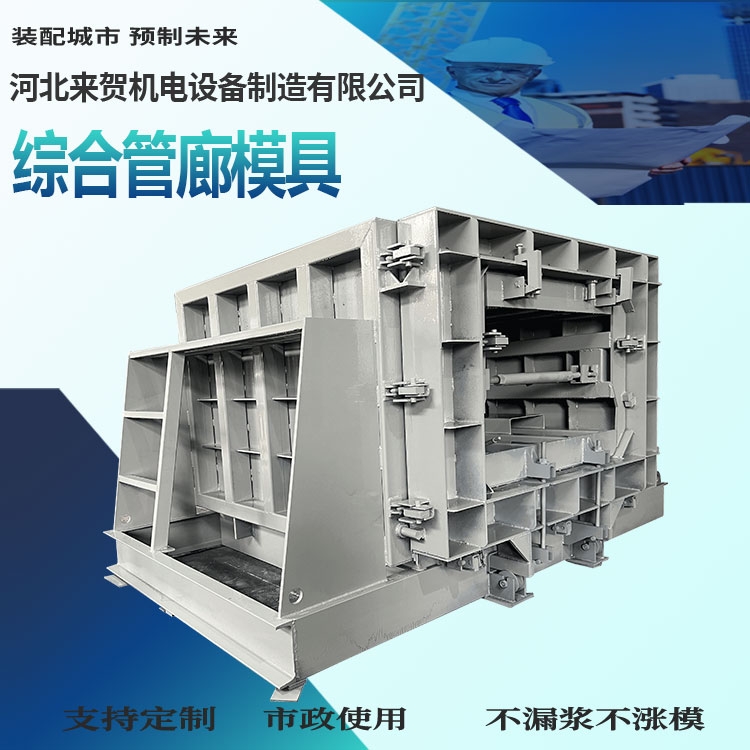
箱涵模具產品廣泛應用于城市,建筑、交通、能源、電力等設施管廊,箱涵模具可以不挪動內模和外模,箱涵構件就可以順利吊走;臥式箱涵模具需要抽掉內模,才能把箱涵構件吊出;這就大大提高了生產效率。立式箱涵模具可以一模多用,模塊化組裝。立式箱涵模具由于生產工藝的特性,與水泥管模具不同之處就是可以一模多用,模塊化拼裝使用,一套模具可以生產多種規格的混凝土箱涵;如需改變規格,只需在內外模側板上增加或減少模塊即可,箱涵模具價錢,這樣就大大減少了模具的成本。。 模塊式箱涵模具價格行情 箱涵模具生產加工
 定制箱涵模具有限公司
定制箱涵模具有限公司
 模具制造專業
模具制造專業
當一個項目還處在概念性整體規劃環節時,通常會粗心大意層疊式熱流道模具如何采用的難題,由于很多模具整體規劃商都不了解這類技術性。與一般的單雙面注塑模比照,采用層疊式熱流道模具能夠使塑膠熔液勻稱地遍布到2個單獨的臨床診斷面旁邊,進而使注塑機的生產量前行一倍左右。零件生產量前行一倍層疊式熱流道模具技術性并不是根據加上大量凹模的方式來加上模具的規范,只是在堅持不懈原模具規范和注塑機規范的標準下,加上層凹模,使其與層凹模平行面。層疊式熱流道模具的刻錄、夾緊和水冷卻時間堅持不懈了一樣的水準,在如數工作中周期時間中只加上了模具的打開和合閉時間。減少零件的價格零件的價格在于注塑機的人工費,而這一花費又與注塑機的夾持載貨量擁有立即的聯絡。與具備一樣總數模腔的單雙面模具比照,采用層疊式熱流道模具只需約50的夾持載貨量。如一套88模腔的層疊式熱流道模具可取代一套按16模腔整體規劃的單雙面模,而于需要的注塑機只需一半尺寸,換句話說其所應用的模具較小,注塑機的容積也較小。可是,其生產量和生產量與16模腔的模具一樣。但一套16模腔的單雙面模必須在一臺600t的注塑沖壓機上運行,而一套88模腔的層疊模只需一臺300t的注塑沖壓機就就行了,這能夠使注塑機的綜合工時率減少43。。
預制混凝土箱涵模具哪家好:http://www.jdzj.com/jdzjnews/k3_16859696.html