- 產(chǎn)品
- 供應(yīng)
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
12Cr1MoVG無縫鋼管的分類情況
一、焊接方法
在高壓鍋爐合金管道的焊接時,對打底焊縫的質(zhì)量要求較高,不僅要求焊縫熔透、背面平整無缺陷,還要求焊縫背面無渣或少渣,否則會影響設(shè)備的安全運(yùn)行。因此,采用手工鎢極氬弧焊打底,手工電弧焊填充和蓋面的焊接工藝方法。
二、焊接材料選擇
手工鎢極氬弧焊焊絲:ER50-6焊絲,焊絲直徑φ2.5mm。
手工電弧焊焊條:R307(E5515-B2)焊條,直徑φ3.2mm、φ4mm。
三、焊前預(yù)熱
預(yù)熱可以減慢焊縫及熱影響區(qū)的冷卻速度,有利于避免產(chǎn)生淬硬組織,有助于焊接區(qū)氫的逸出,防止產(chǎn)生焊接裂紋。由于12Cr1MoV鋼的碳含量及合金元素的含量較高,所以選擇預(yù)熱溫度為200~300℃,預(yù)熱區(qū)域以焊縫為中心,兩側(cè)至少為100mm。在整個焊接過程中,應(yīng)保持層間溫度不低于預(yù)熱溫度。
四、焊接操作
12Cr1MoVG鋼的焊接,不但要嚴(yán)格控制焊接規(guī)范參數(shù),而且焊接操作對接頭質(zhì)量有著至關(guān)重要的影響。焊接操作步驟如下:
a.氬弧焊打底:將管件處于水平固定,焊接時采用短弧,焊槍盡可能與工件表面垂直,有利于氬氣對焊接熔池的保護(hù)。焊槍和焊絲可稍作橫向擺動,保證坡口兩側(cè)熔透。同時,要控制好熔池溫度防止產(chǎn)生焊穿和焊瘤缺陷。在接頭部位,要用角磨機(jī)打磨弧坑,將弧坑處的收弧裂紋和氣孔等焊接缺陷清除,然后繼續(xù)引弧焊接。
b.電弧焊填充時,應(yīng)采用短弧焊接,且熱輸入量不宜過大。若采用長弧焊接,不僅會出現(xiàn)電弧燃燒不穩(wěn)定、熔深淺、金屬飛濺大及合金元素?zé)龘p加劇等問題,而且容易產(chǎn)生咬邊、未焊透等缺陷,同時空氣中的N 2、O 2等有害氣體易進(jìn)入熔池,在焊縫中形成氣孔缺陷。焊接時可作小月牙形運(yùn)條方式。在坡口兩側(cè)要停留0.5~1秒,焊接層間必須徹底清理焊渣,發(fā)現(xiàn)有氣孔等焊接缺陷時,用角磨機(jī)將焊接缺陷除掉,收弧時必須將弧坑填滿,以免產(chǎn)生弧坑裂紋。各層間的接頭應(yīng)錯開,不得有重疊。
c.電弧焊蓋面時,焊接電流要比填充稍小些,應(yīng)選擇正確的焊條角度,運(yùn)條要均勻,防止在坡口邊緣產(chǎn)生咬邊缺陷。焊縫余高要控制在1~3mm,避免接頭在使用中產(chǎn)生應(yīng)力集中。
五、焊后熱處理
焊完后需進(jìn)行消除應(yīng)力的熱處理,將焊口整體加熱至720-760℃,恒溫1~2h后,應(yīng)立即采用保溫材料將焊縫和近縫區(qū)覆蓋保溫,使接頭緩慢冷卻至室溫。熱處理的目的是消除或減少影響區(qū)出現(xiàn)淬硬組織,增加塑形和韌性,有效地減少焊接殘余應(yīng)力,同時有利于擴(kuò)散氫的逸出,從而減少冷裂紋傾向。

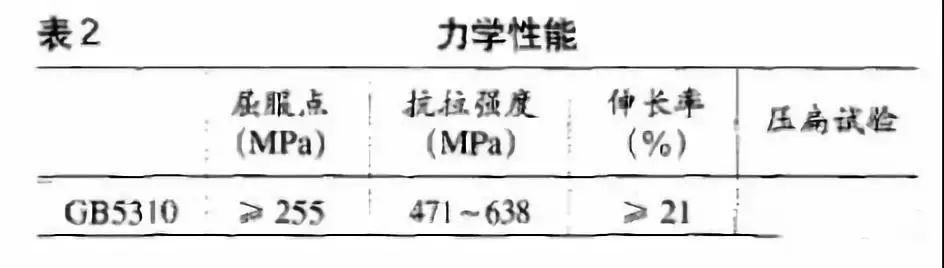
12Cr1MoVG屬珠光體低合金耐熱鋼,此類鋼的Cr含量較高,在500~550℃時具有較高的熱強(qiáng)性和疲勞強(qiáng)度。12Cr1MoVG鋼的化學(xué)成分及力學(xué)性能能見下表1和表2。


 12Cr1MoVG無縫鋼管目前我國12Cr1MoVG無縫鋼管消費(fèi)量占鋼材總量的比重僅為發(fā)達(dá)國家的一半,12Cr1MoVG無縫鋼管使用領(lǐng)域擴(kuò)大為行業(yè)發(fā)展提供更廣闊的空間。根據(jù)中國特鋼協(xié)會12Cr1MoVG無縫鋼管分會的研究,未來我國高壓12Cr1MoVG無縫鋼管長材的需求年均增長可達(dá)10-12%。
12Cr1MoVG無縫鋼管目前我國12Cr1MoVG無縫鋼管消費(fèi)量占鋼材總量的比重僅為發(fā)達(dá)國家的一半,12Cr1MoVG無縫鋼管使用領(lǐng)域擴(kuò)大為行業(yè)發(fā)展提供更廣闊的空間。根據(jù)中國特鋼協(xié)會12Cr1MoVG無縫鋼管分會的研究,未來我國高壓12Cr1MoVG無縫鋼管長材的需求年均增長可達(dá)10-12%。
1. 無縫鋼管
因其制造工藝不同,又分為熱軋(擠壓)無縫鋼管和冷拔(軋)無縫鋼管兩種。冷拔(軋)管又分為圓形管和異形管兩種。
a. 工藝流程概述
熱軋(擠壓無縫鋼管):圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→坯管→矯直→水壓試驗(yàn)(或探傷)→標(biāo)記→入庫。
冷拔(軋)無縫鋼管:圓圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(yàn)(探傷)→標(biāo)記→入庫。
b.無縫鋼管,因其用途不同而分為如下若干品種:
GB/T8162-2008(結(jié)構(gòu)用無縫鋼管)。主要用于一般結(jié)構(gòu)和機(jī)械結(jié)構(gòu)。其代表材質(zhì)(牌號):碳素鋼20、45號鋼;合金鋼Q345、20Cr、40Cr、20CrMo、30-35CrMo、42CrMo等。
GB/T8163-2008(輸送流體用無縫鋼管)。主要用于工程及大型設(shè)備上輸送流體管道。代表材質(zhì)(牌號)為20、Q345等。
GB3087-2008(低中壓鍋爐用無縫鋼管)。主要用于工業(yè)鍋爐及生活鍋爐輸送低中壓流體的管道。代表材質(zhì)為10、20號鋼。
GB5310-2008(高壓鍋爐用無縫鋼管)。主要用于電站及核電站鍋爐上耐高溫、高壓的輸送流體集箱及管道。代表材質(zhì)為20G、12Cr1MoVG、15CrMoG等。
GB5312-1999(船舶用碳鋼和碳錳鋼無縫鋼管)。主要用于船舶鍋爐及過熱器用I、II級耐壓管等。代表材質(zhì)為360、410、460鋼級等。
GB6479-2000(高壓化肥設(shè)備用無縫鋼管)。主要用于化肥設(shè)備上輸送高溫高壓流體管道。代表材質(zhì)為20、16Mn、12CrMo、12Cr2Mo等。
GB9948-2006(石油裂化用無縫鋼管)。主要用于石油冶煉廠的鍋爐、熱交換器及其輸送流體管道。其代表材質(zhì)為20、12CrMo、1Cr5Mo、1Cr19Ni11Nb等。
GB18248-2000(氣瓶用無縫鋼管)。主要用于制作各種燃?xì)狻⒁簤簹馄俊F浯聿馁|(zhì)為37Mn、34Mn2V、35CrMo等。
GB/T17396-1998(液壓支柱用熱軋無縫鋼管)。主要用于制作煤礦液壓支架和缸、柱,以及其它液壓缸、柱。其代表材質(zhì)為20、45、27SiMn等。
GB3093-1986(柴油機(jī)用高壓無縫鋼管)。主要用于柴油機(jī)噴射系統(tǒng)高壓油管。其鋼管一般為冷拔管,其代表材質(zhì)為20A。
GB/T3639-1983(冷拔或冷軋精密無縫鋼管)。主要用于機(jī)械結(jié)構(gòu)、碳壓設(shè)備用的、要求尺寸精度高、表面光潔度好的鋼管。其代表材質(zhì)20、45鋼等。
GB/T3094-1986(冷拔無縫鋼管異形鋼管)。主要用于制作各種結(jié)構(gòu)件和零件,其材質(zhì)為優(yōu)質(zhì)碳素結(jié)構(gòu)鋼和低合金結(jié)構(gòu)鋼。
GB/T8713-1988(液壓和氣動筒用精密內(nèi)徑無縫鋼管)。主要用于制作液壓和氣動缸筒用的具有精密內(nèi)徑尺寸的冷拔或冷軋無縫鋼管。其代表材質(zhì)為20、45鋼等。
GB13296-1991(鍋爐、熱交換器用不銹鋼無縫鋼管)。主要用于化工企業(yè)的鍋爐、過熱器、熱交換器、冷凝器、催化管等。用的耐高溫、高壓、耐腐蝕的鋼管。其代表材質(zhì)為0Cr18Ni9、1Cr18Ni9Ti、0Cr18Ni12Mo2Ti等。
GB/T14975-2002(結(jié)構(gòu)用不銹鋼無縫鋼管)。主要用于一般結(jié)構(gòu)(賓館、飯店裝飾)和化工企業(yè)機(jī)械結(jié)構(gòu)用的耐大氣、酸腐蝕并具有一定強(qiáng)度的鋼管。其代表材質(zhì)為0-3Cr13、0Cr18Ni9、1Cr18Ni9Ti、0Cr18Ni12Mo2Ti等。
GB/T14976-2002(流體輸送用不銹鋼無縫鋼管)。主要用于輸送腐蝕性介質(zhì)的管道。代表材質(zhì)為0Cr13、0Cr18Ni9、1Cr18Ni9Ti、0Cr17Ni12Mo2、0Cr18Ni12Mo2Ti等。
YB/T5035-1993(汽車半軸套管用無縫鋼管)。主要用于制作汽車半軸套管及驅(qū)動橋橋殼軸管用的優(yōu)質(zhì)碳素結(jié)構(gòu)鋼和合金結(jié)構(gòu)鋼熱軋無縫鋼管。其代表材質(zhì)為45、45Mn2、40Cr、20CrNi3A等。
API SPEC5CT-1999(套管和油管規(guī)范),是美國石油學(xué)會(American Petreleum Instiute, 簡稱"API")編制并發(fā)布的在世界各地通用。其中: 套管:由地表面伸進(jìn)鉆井內(nèi),作為井壁襯的管子,其管子之間通過接箍連接。主要材質(zhì)為J55、N80、P110等鋼級,以及抗硫化氫腐蝕的C90、T95等鋼級。其低鋼級(J55、N80)可為焊接鋼管。油管:由地表面插入套管內(nèi)直至油層的管子,其管子之間通過接箍或整體連接。其作用于是抽油機(jī)將油層石油經(jīng)油管輸送到地面。主要材質(zhì)為J55、N80、P110、以及抗硫化氫腐蝕的C90、 美國石油學(xué)會編制并發(fā)布的,在世界各地通用。


品")

入企業(yè)網(wǎng)站")

