- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
前后風窗玻璃是汽車保持密封性的最主要的部件之一。風窗玻璃的裝配直接影響著整車的防漏水、防噪聲的品質,進而影響用戶及市場對產品的客觀評價。本文針對全自動式風窗玻璃裝配的設備特點及工藝進行了分析,闡述了視覺引導風窗玻璃自動裝配的技術應用及優點。
北京深隆科技有限公司的主要產品及服務為機器人智能涂裝線、工業機器人應用及成套裝備、涂裝自動化生產線集成三大系列,以解放低端勞動力、改善有害工作環境為導向,以工業機器人集成應用為基礎,以行業應用的個性化方案定制為核心,業務領域包括3C產品、汽車零部件等表面處理、重工、軍工、航空、新能源等行業。產品包括:工業機器人噴涂生產線,自動涂裝生產線,全自動點涂膠機器人, 自動上下料機器人 自動玻璃點涂膠機器人,自動鎖鏍絲機器人,自動上下料機器人、 CCD視覺定位鎖鏍絲機,工業機器人配件、機器人工裝,夾具,氣動夾具,氣動工裝,氣動模具,裝配夾具,裝配卡具等。技術咨詢:18001130868 18001197956
傳統裝配工藝
風窗玻璃的裝配流程一般為:上料→清洗→底涂→晾干→涂膠→裝配。
傳統裝配工藝的清洗、底涂和涂膠采用人工進行。玻璃常采用的底涂液,其原料為聚異氰酸脂,對操作人員有一定的毒性;底涂完成后,需要進行晾干,大約需要2~5?min;玻璃的涂膠及裝配必須在15?min內完成,否則玻璃膠會失效,整車的防漏水性能會大打折扣。
傳統裝配工藝效率低、勞動強度大且裝配精度(或質量)差,這種方式不僅造成人員成本增加,而且在通過淋雨線時,易出現車輛漏水等小概率問題。
全自動式風窗玻璃涂膠及裝配工藝
全自動式風窗玻璃涂膠及裝配的底涂、涂膠和裝配均采用機器人實現工藝動作,其裝配工藝采用先進水平的視覺引導系統,實現全程無人化、自動化。
1.自動底涂工藝
全自動底涂工藝是利用機器人,將玻璃按照機器人的行走軌跡與固定底涂頭接觸而實現。設備(見圖1)主要包括對中臺、機器人、底涂裝置及緩存庫區等。此種設備的最大優點是可以避免人員與底涂的接觸,另一方面是可以實現與下一工序的涂膠軌跡進行匹配,保證底涂與玻璃膠的匹配精度。
![]()

底涂工藝實現全自動化需要滿足不同車型的混線生產,而輸送線及對中臺的設計恰恰是實現柔性化生產的最佳方式。對中臺裝置不僅可以將玻璃擺正、提高機器人抓取精度,還可以利用傳感器識別所要進行底涂的玻璃型號,從而反饋給機器人,機器人根據得到的玻璃型號信息,匹配相應的底涂軌跡。不夸張地說,只要對程序和相應的硬件進行完善,此設備可以滿足任何車型的底涂需求。
2.自動涂膠工藝
由于生產節拍的要求,機器人自動涂膠工序采用的機器人與底涂的機器人是分開的。設備(見圖2)主要包括機器人、對中臺、涂膠泵和固定式涂膠槍等。
![]()

涂膠泵等裝置可以根據采用的玻璃膠特性或者工藝特性設定0~65℃的加熱和保溫控制,從而更好地配合底涂提高粘貼性能。涂膠泵可采用定量給料系統,利用伺服電動機及快速響應離合器控制出膠速度,出口流量可以達到30?L/min。膠槍處設置膠型檢測裝置,保證膠型滿足工藝要求尺寸,并且使機器人涂膠精度能夠控制在±1?mm以內,能夠對轉彎及接口處的膠軌跡進行更有序的控制。
3.自動安裝工藝
風窗玻璃自動安裝工藝是利用視覺系統拍攝車身位置,結合玻璃位置控制機器人進行自動裝配實現的。此套設備(見圖3)主要由激光攝像頭、控制系統、機器人和定位裝置等構成。此工位的特殊要求為車身需進行定位且處于靜止狀態。
![]()

自動安裝的主要工藝流程為:車身輸送到位→定位裝置進行定位→視覺拍照車身→視覺拍照玻璃→視覺引導機器人安裝。
此工藝的難點在于如何保證最終的安裝精度,所以采用一套由多個攝像頭組成的視覺系統,分別對車身狀態及玻璃狀態進行確認,利用三坐標原理進行匹配,計算出車身與玻璃的相對空間位置,并最終引導機器人進行安裝。
由此可見,視覺引導技術是實現玻璃自動裝配的核心。
(1)坐標系的建立原理
本文采用“3-2-1”定位原則(見圖4)進行闡述。當需要完全定位一個物體位置時,需對其6個自由度進行限定,而“3-2-1”定位原則簡單地講就是先通過至少3個點的Z向坐標所擬合出來的型面來限制該物體在Z向的位置和旋轉,然后從至少兩個點的Y向坐標所擬合出來的直線來限定該物體的Y向位置和旋轉,最后通過至少一個點的X向坐標來最終確定物體在X向的平移,從而確定一個物體的位置的定位方法。

![]()
首先,我們采用標準白車身建立空間坐標系,以此數據為基準,利用“3-2-1”原則獲得實際車身、玻璃的基本位置數據,根據算法來得到現有與其理論位置所存在的偏差,并把此偏差轉化為機器人坐標系的偏移值后傳輸給機器人來實現引導安裝,假設建立的標準白車身坐標為(X,Y,Z)。
(2)裝配數據測量(見圖5)
![]()

①通過測量車身上“2”、“3”、“5”和“6”這4個點可以確定一個Z向面,也就是“3-2-1”定位原則”中的“3”。
②通過車身上“3”、“6”的中點和“2”、“5”的中點可以確定一條沿X向的直線,也就是“3-2-1”定位原則”中的“2”。
③通過車身上“1”、“4”的中點可以確定車身X向,也就是“3-2-1”定位原則中的“1”。
通過以上幾個點的坐標確認,可以得到車身的相對于空間坐標系的實際坐標位置(X1,Y1,Z1)。
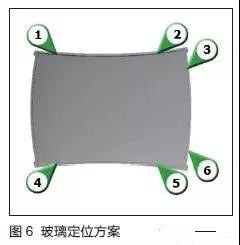
(3)風窗玻璃定位方案(見圖6)
![]()
①通過測量玻璃上“1”、“2”、“4”和“5”這4個點可以確定一個Z向面,也就是“3-2-1”定位原則中的“3”。
②通過玻璃上“1”、“4”的中點和“2”、“5”的中點可以確定一條沿X向的直線,也就是“3-2-1”定位原則中的“2”。
③通過玻璃上“3”、“6”的中點可以確定頂蓋的X向,也就是“3-2-1”定位原則中的“1”。
通過以上幾點的測量,同樣得到待粘貼的風窗玻璃的相對于空間坐標系的實際坐標位置(X2,Y2,Z2)。
(4)自動裝配的實現
自動安裝設備的安裝精度為±0.8?mm時,也就是同時滿足X1-X≤0.8、Y1-Y≤0.8以及Z1-Z≤0.8的情況下,機器人才有可能將玻璃粘貼在車身上。
在上述條件滿足的情況下,視覺控制器得到車身實際空間坐標信息后,會反饋至視覺傳感器,視覺傳感器執行拍攝待粘貼玻璃數據動作,從而得到上述數據(X2,Y2,Z2)。視覺控制器同樣會將(X2,Y2,Z2)的數值與偏差值0.8?mm進行比對,在此范圍內的話,將通過計算(X1,Y1,Z1)與(X2,Y2,Z2)的空間坐標差值,引導機器人的裝配動作。
如果(X1,Y1,Z1)或(X2,Y2,Z2)超出設定安裝精度范圍0.8?mm,則會在視覺控制系統中的顯示屏上顯示報警,停止裝配動作,此時就需要技術人員對車身精度、玻璃精度甚至滑板停止狀態等問題進行信息(見圖7)確認。
![]()

(5)自動裝配控制系統
所有的裝配信息的交互均是由工位PLC、機器人控制和視覺控制三個方面實現(見圖8)。
![]()

PLC與視覺控制之間采用TCP信息交互,實現多達15種信息的確認反饋及執行,從而實現車型信息的交互及車身狀態的信息交互;視覺控制與機器人控制同樣采用TCP形式進行信息交互,通過視覺傳感器反饋的位置數據,視覺控制進行數據比對,對機器人進行信息傳遞,從而控制機器人的自動裝配;PLC與機器人控制之間則采用Profinet形式進行信息交互,最重要的是,機器人通過此連接確認機器人進入線體的安全狀態。
視覺控制與車間局域網的連接是實現粘貼數據追溯的重要環節,所有粘貼數據的計算及處理均由此通道上傳至MES系統進行記錄保存。
其他影響自動裝配的因素
1.曝光度存在差異
車身顏色不同,視覺系統的曝光度同樣存在差異,此數據是安裝精度設定的重要標準之一。
2.遮擋
視覺拍攝區域需采用遮光帶進行遮擋,排除陽光、室內照明等因素對視覺拍攝質量的干擾,提高視覺系統對不同顏色的車身的拍攝精度。
3.數據驗證
在正式投產使用之前,需要大量的數據進行驗證,要針對不同車型,選取車身上最佳的視覺拍攝位置及玻璃的位置,保證拍攝的偏差在設置值范圍內。
結語
風窗玻璃自動涂膠及裝配工藝是目前行業內的前沿技術,可增強粘貼可靠性,實現產品裝配數據追溯。該技術已在我公司得到充分驗證,提高了整車企業的產能,解決了人員勞動強度大、粘貼精度無法保證的問題,為汽車企業智能化、數字化和透明工廠的規劃提供了借鑒和參考。