- 產(chǎn)品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
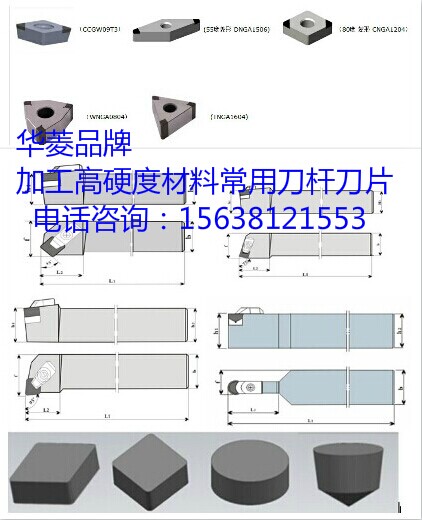
淬火件硬度HRC50-56車刀頭(韌性好,耐沖擊精車刀片)
車淬火件硬度HRC58-60刀具問題(不耐磨,脆性大),歡迎致電 15638121553 鄭州華菱市場部
淬火件(淬硬鋼)是指鋼件淬火后具有馬氏體組織,硬度高,強度高,塑性極低,脆性高的材料。一般淬火后表面硬度HRC50-HRC62之間。在金屬切削過程中,淬硬鋼的加工特點如下:1,眾所周知 淬硬鋼的硬度高,塑性變形差,脆性大等性能,在車削過程中遇到切削阻力大,2由于淬硬鋼的導熱率差,又因為切削阻力大導致工件表面的溫度高,刀具磨損加劇。刀具磨損問題可以選擇BN-H11牌號CBN刀具硬車削淬硬鋼(以車帶磨工藝),大量的切削熱均有鋼屑帶走,而且cbn刀片耐高溫,紅硬性好,硬度高。3,淬硬鋼硬度高,脆性大,切削時不易產(chǎn)生積屑瘤從而加工的表面很高的光潔度。
淬火件(淬硬鋼)洛氏硬度一般在HRC45以上,加工時塑性變形差,切削阻力大,切削溫度高。由于淬火鋼的脆性大,切削時切削與刀刃接觸短,切削力和切削熱會集中在刀具刃口,易導致刀刃崩碎和磨損。比如刀具材料硬度較低,則刀具切削困難、容易磨損(內孔車加工)。對淬硬鋼零件進行粗車加工時,由于切削量大、振動大,選用具有高強度和抗沖擊性強、韌性好的車刀。大部分選用硬質合金焊接刀頭(YS8,YA6)等。對淬硬鋼零件進行精車加工時,對刀片硬度、耐磨性和耐高溫性要求較高。精車淬硬鋼選用BN-H11材質刀片,實現(xiàn)以車帶磨工藝。加工出工件表面光潔度Ra0.4,尺寸穩(wěn)定性好(精度高)。間斷切削加工淬硬鋼選BN-H20材質 刀片性能:硬度高,耐磨性好,抗沖擊性強。

針對車削(干式切削)高硬度鋼件(HRC45以上)刀片材質分別為:1,BN-H11 2, BN-H20 3,BN-S20三種硬車高硬度鋼件。其BN-H11材質刀片適合連續(xù)精車(切削淬火硬料參數(shù):Vc=120-230m/min;fn=0.1-0.25mm/r),BN-H20材質刀片適用于表面有斷續(xù)加工(切削淬火硬料參數(shù): Vc=100-180m/min,fn=0.07-0.15mm/r。BN-S20材質適合大余量車削(粗精車)高硬度鋼件刀片,華菱獨家非金屬粘合劑CBN刀具配方,可粗加工和斷續(xù)加工淬火件。吃刀量可達7.5mm,用于修復模具,以車代粗磨從單邊背吃刀量方面提高加工效率。(Vc=90--150m/min,Fn=0.1-0.45mm/r)。
凡是購買我司鄭州華菱 超硬刀具 均 質量三包,全程技術跟蹤服務。
淬火件硬度HRC50-56車刀頭(韌性好,耐沖擊精車刀片)


品")


網(wǎng)站")