- 產(chǎn)品
- 供應(yīng)
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
風(fēng)電軸承套圈滾道耐磨精度高數(shù)控機夾刀(硬車刀具)
硬車加工風(fēng)電軸承套圈一般刀具(焊接刀,陶瓷刀具,涂層硬質(zhì)合金車刀)常出現(xiàn)崩刃,磨損量極快難以保證尺寸的穩(wěn)定性,從而導(dǎo)致頻繁換刀以致于加工效率低下。
硬車所用機床間隙和剛性決定了震刀、讓刀問題的發(fā)生機率,亦會影響加工工件的尺寸精度和表面粗糙度,所以需要根據(jù)自身工件的要求及現(xiàn)用設(shè)備狀況針對性的選擇刀片的幾何形狀包括立方氮化硼刀片刃口的微觀處理,以最大程度降低以車代磨工藝風(fēng)險

BN-S20牌號CBN刀片加工風(fēng)電轉(zhuǎn)盤軸承套圈為例,淬火后精車余量5mm;線速度90-150m/min淬火后精車粗糙度溝道表面粗糙度達到Ra0.3μm,滿足以車代磨工藝要求;熱后硬車雙桃形溝道的溝底跳動全部<0.005mm,從加工效率和成本考慮,以車代磨優(yōu)勢明顯,以軸承行業(yè)加工風(fēng)電1.5MW機組用變漿軸承內(nèi)外圈(尺寸:外徑φ1900mm,厚130mm)為例,如果淬火后加工余量全部采用磨削加工,磨時間是18小時以上,采用以車代磨工藝,時間只需4.5小時。在同樣加工精度的要求下,采用車加工效率是磨加工的4倍;從刀具耐用度來講,BN-S20牌號立方氮化硼刀片車削1900風(fēng)電變漿軸承套圈為例,可精車30多件套圈;所消耗的電能及人工,物料耗材卻只有磨削的1/5;刀具耐用度高,使用成本更低。
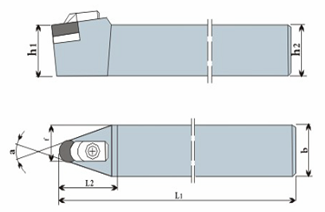
車加工風(fēng)電軸承套圈常用刀桿型號及刀片型號如下:

凡是購買我司鄭州華菱 超硬刀具 均 質(zhì)量三包,全程技術(shù)跟蹤服務(wù)。
風(fēng)電軸承套圈滾道耐磨精度高數(shù)控機夾刀(硬車刀具)


品")


網(wǎng)站")