- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
齒輪(20CrMnTi滲碳淬火后)加工高強度刀片(硬車削,以車帶磨)
齒輪材質(20crmnti)滲碳淬火后精車加工端面,內孔時,使用的刀具(陶瓷刀具,cbn刀片)會出現崩刃微崩后導致尺寸穩定性差(尺寸超差),刀尖不耐磨問題經常更換以致于加工效率低。華菱品牌 針對精車加工齒輪材質(20crmnti)滲碳淬火后刀具問題推出兩款牌號:BN-H11 BN-H10,這兩款CBN刀片性能:硬度高,耐磨性好,紅硬性好,耐高溫。很好地保證了齒輪工件形位公差精度要求及表面粗糙度。
齒輪材質(20crmnti)滲碳淬火變形主要是由于工件在機加工時產生的殘余應力,熱處理過程中產生的熱應力和組織應力以及工件自重變形等共同作用而產生的。特別是大型齒圈和齒輪,大型齒輪齒圈由于模數大、滲層深,滲碳時間較長,并受到自重影響,也會增加滲碳淬火后的變形量。大型齒輪軸變形規律:齒頂圓外徑呈明顯收縮趨勢,但一根齒軸的齒寬方向上,中間呈縮小,兩端略有脹大
齒輪滲碳淬火后車削加工外圓,內孔,端面:對于滲碳淬火齒圈齒輪的外圓和內孔變形量的修正,車削是最簡單的辦法,以前任何刀具包括國外CBN刀具都不能解決強斷續切削淬火后齒輪外圓,華菱超硬受邀對此進行刀具研發,“間斷切削加工淬硬鋼一直是個難題,何況是動輒HRC60左右的淬硬鋼,而且變形余量大,在高速車削淬硬鋼時,如果工件有間斷切削,刀具在間斷切削淬硬鋼時會以每分鐘100次以上的沖擊來完成加工,對刀具的抗沖擊性能是個很大的挑戰。”中國刀協專家如是說。華菱超硬經過長達一年之久的反復試驗,推出強斷續車削淬硬鋼的CBN刀具牌號;并在滲碳淬火后的齒輪外圓進行車削實驗。
鄭州華菱針對齒輪熱后硬車刀片牌號BN-H11 BN-H10 ,實現以車帶磨工藝提高加工效率,降低生產成本。
齒輪(20crmnti)滲碳淬火后加工CBN刀片牌號及切削參數:
加工材料:20CrMnTi齒輪鋼(淬火后硬度58HRC-63HRC), 淬火后精車。
連續切削時常用切削參數:線速度Vc=120-230m/min;進給量fn=0.06-0.25mm/r;背吃刀量ap≤0.3mm。
1)齒輪20crmnti滲碳淬火硬車削刀具牌號BN-H10:適合高速連續切削,耐磨損性和耐崩損性均衡,可獲得Ra0.4內的切削粗糙度(如圖1);
2)齒輪20crmnti滲碳淬火硬車削刀具BN-H11:特點:更多數量的CBN刃口,使用成本更經濟(如圖2)。

連續切削的案例:以車代磨加工齒輪內孔(如下圖)
加工材料:齒輪鋼(淬火后硬度58HRC-63HRC)
加工工序:淬火后精車(連續切削)
刀具:BN-H10
切削參數:ap=0.2mm
Fr=0.1mm/r
Vc=180mm/min
切削狀態:連續切削,干式切削。
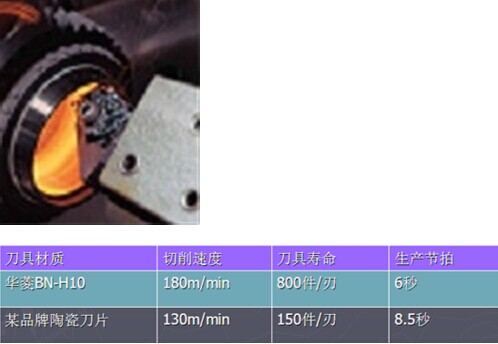
齒輪20crmnti滲碳淬火硬車削刀具 BN-H10立方氮化硼刀具與陶瓷刀片的效果對比如圖:
鄭州華菱超硬刀具優勢:
國家重點產學研科技攻關項目成果,實用新型專利產品。與目前普遍使用金屬結合劑的整體CBN刀具相比,其優勢在于:避免了因為加入金屬結合劑,造成的CBN刀具壽命降低。
應用行業:
熱處理后高硬度材料的粗車、精車如齒輪、軸承、齒輪軸,心軸,滾輪,滾珠絲杠等工件熱后硬車削;礦山機械水泥機械行業的高硬度合金鋼、耐熱鋼、耐磨鋼以及合金堆焊材料的車削;鑄鋼件車削;各種淬硬工件,氮化工件,滲碳工件的粗、精加工、斷續切削等領域。模具熱處理后的變形量得修復,以車代磨,硬車削。關于更多難于加工材料技術信息 歡迎登入我司鄭州華菱官網:WWW.HLCBN.COM .
凡是購買我司鄭州華菱 超硬刀具 均 質量三包,全程技術跟蹤服務。
齒輪(20CrMnTi滲碳淬火后)加工高強度刀片(硬車削,以車帶磨)





