- 產(chǎn)品
- 供應(yīng)
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
硬車CBN刀片,立方氮化硼刀片(HRC45以上高硬度鋼件(鑄鐵件)-鄭州華菱品牌
立方氮化硼整體聚晶刀片是采用CBN微粉整體燒結(jié)而成的塊狀材料,經(jīng)刃磨而形成刀片,與立方氮化硼復(fù)合片均稱為立方氮化硼刀片。整體聚晶立方氮化硼刀片是一種機(jī)夾可轉(zhuǎn)位刀片,常配合立方氮化硼車刀桿使用。
性能特點(diǎn):
它具有聚晶立方氮化硼的特性如較高的硬度、化學(xué)惰性及熱穩(wěn)定性,與立方氮化硼焊接復(fù)合片相比,具有長切削刃和較高的韌性,因此它不但可以精加工也可以粗加工。
應(yīng)用特點(diǎn)
華菱提供如下難加工材料和高效率加工方面的刀具產(chǎn)品及解決方案:
1,高硬度鑄鐵/鑄鋼的加工,如:高鉻鑄鐵、白口鑄鐵、鎳硬鑄鐵等高硬度合金鑄鐵,高錳鋼等耐熱耐磨鋼的粗加工和精加工【可拉荒粗車有夾砂、氣孔的鑄件毛坯】
2,熱處理后的高硬度工件加工,如:淬硬軸承鋼、滲碳鋼、氮化鋼、工具鋼、模具鋼熱后硬切削,可斷續(xù)切削【刀片的韌性和耐磨性能優(yōu)異;單邊背吃刀量ap可達(dá)7.5mm,可加工HRC45-HRC79之間的高硬度鋼件】
3,其他難切削材料類:高溫合金、粉末冶金,難熔合金及碳化鎢,鎳基,鈷基合金的加工以及熱噴涂噴焊件的硬面加工【可訂做非標(biāo),來圖來樣加工】
4,普通灰口鑄鐵、珠光體球墨鑄鐵的高速切削【刀具壽命是合金刀具壽命的10-20倍】
立方氮化硼整體聚晶刀片可加工硬度在HRC60以上的淬火鋼、模具鋼、工具鋼、合金鋼、灰口鐵、白口鐵等硬質(zhì)合金、陶瓷等傳統(tǒng)刀具難加工的材料,而且在斷續(xù)切削,粗加工方面具其獨(dú)特的特點(diǎn)和應(yīng)用案例[2]。適用于普通機(jī)床、專用機(jī)床、自動線以及數(shù)控機(jī)床,廣泛應(yīng)用于軍工、汽車、冶金軋輥、軸承、模具等行業(yè)的切削加工。其使用壽命是硬質(zhì)合金刀具的5~25倍,高耐磨性大大減少了換刀和磨刀的次數(shù),也可不用冷卻液而進(jìn)行干式高速切削,適應(yīng)日益提高的國家環(huán)保要求和“低碳經(jīng)濟(jì)”要求。
鄭州華菱超硬刀具牌號的選擇及切削參數(shù):
|
牌號 |
類別 |
應(yīng)用范圍 |
|
BN-K10 |
焊接式 |
適用于灰鑄鐵和耐磨合金鑄鐵材料的連續(xù)精加工,如制動鼓、剎車盤、飛輪、缸套等工件的精車和高硬度鑄鐵材料的精加工。 |
|
BN-K20 |
適用于灰鑄鐵、球墨鑄鐵,粉末冶金材料的高速精加工,且適合高速精鏜孔。 |
|
|
BN-H10 |
適用于硬鋼材料的連續(xù)精加工或輕微斷續(xù)精加工,如“以車代磨”齒輪、軸承等。 |
|
|
BN-H20 |
適用于硬鋼材料的中/強(qiáng)斷續(xù)精加工和超高速精加工,如各種仿形軸件和高精密齒輪、軸承的車削和小型內(nèi)孔的加工。 |
|
|
BN-K1 |
整體式 |
追求高的抗沖擊性能,針對高硬度短鐵屑工件研發(fā),具備高硬度的同時,其抗沖擊性能更優(yōu)異,適合大余量粗加工高硬度鑄鐵件如高鉻合金,高鎳鉻合金,冷硬鑄鐵,白口鑄鐵;廣泛應(yīng)用于礦山機(jī)械,冶金機(jī)械,水泥、電力設(shè)備耐磨備件行業(yè)。 |
|
BN-S20 |
抗沖擊性和耐磨性的完美平衡,可用于粗加工,也可用于半精加工和精加工。適用于各種高硬度難加工材料,如高溫合金、耐熱耐磨鋼、高硬度鑄鐵/鑄鋼、淬硬鋼、氮化鋼、滲碳鋼材料的加工。 |
|
|
BN-S30 |
追求高耐磨性和適當(dāng)?shù)目箾_擊性,適合于灰鑄鐵、球墨鑄鐵、合金鑄鐵及粉末冶金材料的高速精加工,且適合高速高效鏜削、銑削加工, |
立方氮化硼刀片加工鑄鐵件、淬火鋼件牌號的選擇及切削參數(shù):
淬火鋼件加工根據(jù)加工余量及有無斷削選擇相應(yīng)的刀具牌號
BN-H10牌號PCBN硬車刀片:連續(xù)切削用,Vc=120-190m/min.Fn=0.1-0.3mm/r
(BN-H11鑲嵌式CBN刀片)如圖:

BN-H20牌號PCBN硬車刀片:中等斷續(xù)切削用PCBN刀片,Vc=100-180m/min,fn=0.07-0.15mm/r,鑲嵌式結(jié)構(gòu)(同BN-H11)。
BN-H21牌號:強(qiáng)斷續(xù)切削刀片,焊刃式結(jié)構(gòu)(同BN-H10);抗沖擊韌性較好,適合斷續(xù)切削HRC55以上淬火鋼件。
BN-S20牌號:整體PCBN刀片,華菱獨(dú)家非金屬粘合劑CBN刀具配方,可粗加工和斷續(xù)加工淬火件。吃刀量可達(dá)7.5mm,用于修復(fù)模具,以車代粗磨從單邊背吃刀量方面提高加工效率。Vc=90--150m/min,Fn=0.1-0.45mm/r.
鑄鐵件車削加工根據(jù)(吃刀量)切刀深度及工件的材質(zhì)選擇相應(yīng)的刀具牌號:


BN-K10牌號:連續(xù)精車 刀片性能:耐磨,光潔度高(表面粗糙度值低)。切削參數(shù):Vc=300-500m/min.Fn=0.25-0.3mm/r .ap=<0.3mm
BN-K20牌號:連續(xù)切削刀片鑲焊式CBN材質(zhì)機(jī)夾刀片切削參數(shù):Vc=300-500m/min.Fn=0.25-0.3mm/r
BN-S30牌號:更能實(shí)現(xiàn)高速切削,其適合的線速度范圍為:粗加工250—450m/min,精加工300—800m/min;而且適合加工中心中以1500m /線速度進(jìn)行高速切削。所以,其加工效率是硬質(zhì)合金數(shù)控刀片效率的2倍以上
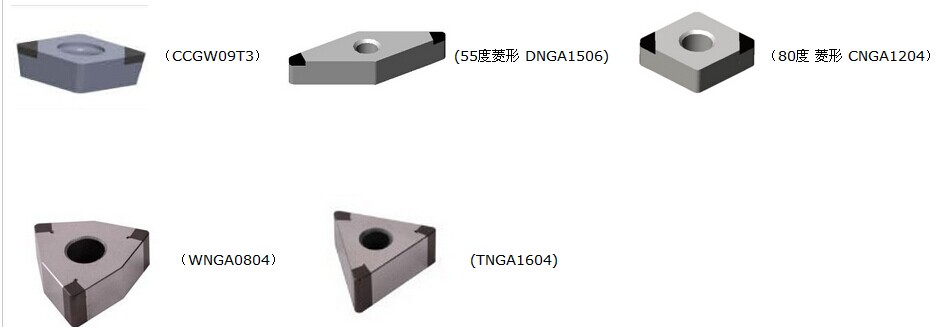
精車(粗車)高硬度工件刀片圖片如下:

凡是購買我司鄭州華菱 超硬刀具 均 質(zhì)量三包,全程技術(shù)跟蹤服務(wù)
硬車CBN刀片,立方氮化硼刀片(HRC45以上高硬度鋼件(鑄鐵件)-鄭州華菱品牌


品")


入企業(yè)網(wǎng)站")