- 產(chǎn)品
- 供應(yīng)
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
加工高錳鋼遇到夾渣,氣孔不掰刀,不崩刃耐磨刀具
加工高錳鋼耐磨鑄件時刀具車不動、不耐磨問題,歡迎致電 15638121553 吳百利鄭州華菱 超硬刀具 吳
高錳鋼鑄件一般存在鑄造缺陷夾渣砂孔,刀具經(jīng)常出現(xiàn)掰刀,崩刃。高錳鋼材質(zhì)工件由于這些鑄造缺陷造成了刀具難于切削加工問題。車削工時短、加工余量小的,刀具牌號常選YW合金。如果工件大或加工余量大,車削硬化會非常嚴(yán)重,如果是批量生產(chǎn),用加夾車刀最劃算。有夾砂、斷續(xù)車等惡劣工況,硬質(zhì)合金刀頭就會非常吃力造成粗車崩刀,精車燒刀。
針對高錳鋼材質(zhì)選用BN-S20材質(zhì)刀具粗車即可,BN-S20材質(zhì)性能:硬度高,耐沖擊,韌性好,耐磨性好。
高錳鋼加工用刀具及選擇標(biāo)準(zhǔn)
高錳鋼加工的特點(diǎn)不再贅述,刀具選擇根據(jù)加工實(shí)際狀況綜合考慮,大致有硬質(zhì)合金刀具、陶瓷刀具,涂層刀片或CBN(立方氮化硼)刀具。
一, 選擇標(biāo)準(zhǔn):1,如果單件加工工時小于五分鐘,可選用硬質(zhì)合金刀具,大切深可考慮YG系列,小切深考慮用YW系列,。
2,如果工件加工時間長,表面質(zhì)量差,粗加工選擇整體立方氮化硼刀具,精加工可考慮陶瓷刀具或者涂層刀片。
二, 高錳鋼車削刀具的合理切削參數(shù)
高錳鋼的加工性能很差,,為了維持一定的刀具耐用度,切削速度應(yīng)低些。采用硬合金刀具時, Vc=20~40 m/min,其中,較低的速度用于粗車,較高的速度用于半精車和精車。采用陶瓷刀具時,可以選用較高的切削速度,一般Vc=50~80 m/min(如用Si3N4陶瓷刀具,Vc≤60 m/min)。
高錳鋼在加工過程中,切削層及表層下一定深度范圍內(nèi)會產(chǎn)生嚴(yán)重的硬化現(xiàn)象。為了使刀尖避開毛坯表層和前一次走刀造成的硬化層,應(yīng)選擇較大的切削深度和進(jìn)給量。一般粗車時αp =3~6 mm,f=0.3~0.8 mm/r;大件粗車時可取αp =6~10 mm;半精車時αp =1~3 mm;f=0.2~0.4 mm/r;精車時口。≤1 mm;f≤0.2mm/r。
三, 立方氮化硼刀具車削加工高錳鋼的參數(shù)及刀具牌號選用
1,粗加工用立方氮化硼整體聚晶刀片BN-S20,吃刀深ap=2-3.5mm(根據(jù)實(shí)際加工余量,BN-S20牌號刀具最大吃刀深度可以超過10mm);走刀量Fr=0.25-0.8mm/r;線速度v=85m/min 。刀具耐用度:3小時/刃口!刀片能旋8次-12次使用,一個刀片可用三個班。可見BN-S20牌號刀具使用成本與其他刀具牌號比較有很大的優(yōu)勢。
2,立方氮化硼刀具BN-S20牌號精加工高錳鋼時,吃刀深ap=0.5-1mm;走刀量Fr=0.15mm/r;線速度v=135m/min 。
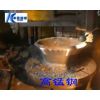
從以上粗精加工高錳鋼的案例可以看出,BN-S20刀具牌號在大余量拉荒粗車時表現(xiàn)出很強(qiáng)的抗沖擊韌性,可以大余量切削,遇到夾砂、冒口、表面不規(guī)整等鑄造缺陷時,刀片不會崩刀;在半精車和精車時,由于BN-S20采用非金屬粘合劑,導(dǎo)熱性和硬度比普通CBN刀頭更高,刀具的壽命更長。
注意:1,立方氮化硼整體聚晶BN-S20牌號可吃刀深度7mm以上,比陶瓷刀具和普通CBN刀具抗沖擊。特別是對于鑄件表面惡劣的加工情況,可以拉荒粗車,不必對工件行進(jìn)打磨平整后再加工。
2,BN-S20刀具的CBN含量和刃口均針對錳鋼鑄件加工特性研發(fā)而成,針對性強(qiáng);不可用來。
加工高錳鋼材質(zhì)耐磨鑄件刀具材質(zhì)及加工參數(shù)圖片如下:
銑加工高錳鋼參數(shù):吃刀深度ap=2.5-4.5mm;每齒走刀量Fr=0.25-0.4mm/r;線速度Vc=90m/min.適用龍門銑床,龍門刨銑床銑削高錳鋼;也適合在加工中心高速銑削高錳鋼。
刀具耐用度:連續(xù)切削時長3小時/刃口!刀片可旋轉(zhuǎn)8次-12次使用,一個刀片可用三個班次以上。
加工高錳鋼耐磨鑄件常用刀桿及刀片材質(zhì)與型號
車刀角度: 83度CSXNR/L或75度CSRNR/L
刀片型號:BN-S20 SNMN150716或SNMN120716
所用機(jī)床:立車
適合加工方式:車削加工(含粗車、精車,車槽);銑削加工(含粗銑、精銑)、鏜削加工(含粗鏜、精鏜)
適用機(jī)床:數(shù)控車床(數(shù)控立車及普通數(shù)控車)銑床(龍門銑床、數(shù)控銑床、刨銑床),鏜削加工中心/車削加工中心/銑削加工中心,車銑復(fù)合加工中心,鏜銑復(fù)合加工中心。
凡是購買我司鄭州華菱 超硬刀具 均 質(zhì)量三包,全程技術(shù)跟蹤服務(wù)。
加工高錳鋼遇到夾渣,氣孔不掰刀,不崩刃耐磨刀具


品")


入企業(yè)網(wǎng)站")