- 產(chǎn)品
- 供應(yīng)
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
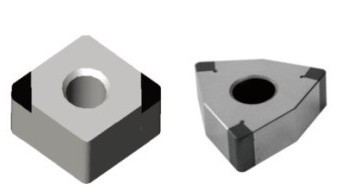
干式切削加工淬硬軸承鋼刀片耐磨、抗沖擊、韌性好 若有刀具技術(shù)方面的咨詢歡迎致電 15638121553 吳百利 鄭州華菱市場(chǎng)部
軸承鋼淬火后洛氏硬度HRC58-60,對(duì)刀具的硬度、抗沖擊、韌性、耐磨等性能要求高。華菱超硬bn-h20牌號(hào)刀片精加工以車代磨工藝單邊余量控制在0.3mm以內(nèi) 外圓、內(nèi)孔、端面均可。
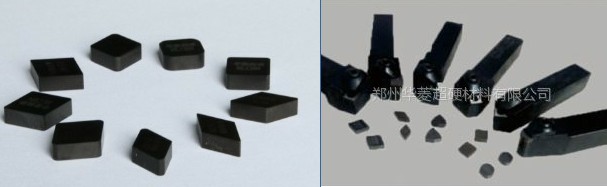
車削加工高硬度軸承鋼淬火后洛氏硬度HRC58-60刀片出自于鄭州華菱研發(fā)bn-h20 bn-s20牌號(hào)刀片 專業(yè)針對(duì)高硬度軸承鋼淬火后洛氏硬度HRC58-60刀片亦可以采用大余量車削或以車代磨,從而提高加工效率、也降低加工成本。另本公司提供各種高硬度材料車削軸承鋼淬火后洛氏硬度HRC58-60、銑削軸承鋼淬火后洛氏硬度HRC58-60、鏜削加工軸承鋼淬火后洛氏硬度HRC58-60用刀具和數(shù)控刀片產(chǎn)品,質(zhì)量保證,歡迎垂詢。其他高硬度難切削方面或高速切削方面的刀具問題我們也可嘗試為你解決。
加工GCr15軸承鋼HRC61-63淬火件用刀片
產(chǎn)品簡介
GCr15軸承鋼HRC61-63以加工代磨用鄭州華菱超硬刀片加工參數(shù)
GCr15是一種最常用的高鉻軸承鋼淬火套圈HRC61-63,具有高的淬透性,熱處理后可獲得高而均勻的硬度。耐磨性優(yōu)于GCr9,軸承鋼淬火套圈HRC61-63淬火態(tài)的硬度般在HRC62-68;除了常用作滾動(dòng)軸承套圈和滾珠外此外也可用作承受大負(fù)荷.要求高耐磨性.高彈性極限.高接觸疲勞強(qiáng)度的其他機(jī)械零件及各種精密量具冷沖模等。如機(jī)床的滾珠絲桿,渦輪噴氣發(fā)動(dòng)機(jī)噴嘴的噴口.柱塞.活門.襯套等。
1,華菱超硬刀片加工GCr15淬硬鋼時(shí)的切削參數(shù)
采用鄭州華菱超硬刀片精加工淬硬軸承鋼淬火套圈HRC61-63時(shí),其切削速度一般為80~180m/min,對(duì)于吃刀深度選擇,如果機(jī)床剛性好,華菱超硬HL鄭州華菱超硬刀片中BN-S20材質(zhì)可大切深一次走刀完成淬火后的大部分余量;只留0.3mm左右作為精加工余量;進(jìn)給量根據(jù)粗糙度要求選擇,經(jīng)加工時(shí)適合0.1mm/r左右進(jìn)給。
2,鄭州華菱超硬刀片參數(shù)選用
鄭州華菱超硬刀片參數(shù)粗加工或斷續(xù)加工常選用0.2*20度負(fù)倒棱,其中整體式刀片帶有裝卡前角。精加工時(shí)已選擇0.1mm寬的負(fù)倒棱;刀尖圓弧半徑視具體清況選擇。
3,鄭州華菱超硬刀片加工淬硬軸承鋼淬火套圈HRC61-63時(shí)注意事項(xiàng)
(1)干式切削,如因跟刀架等緣故需加水時(shí),可采用華菱BN-H10牌號(hào),其在濕切時(shí)更能取得較好的刀片壽命。
(2)鄭州華菱超硬刀片牌號(hào)的選用:以加工代磨軸承鋼淬火套圈HRC61-63時(shí),選用BN-H20,刀桿伸出要盡量短,以減小振動(dòng),來獲得較好的表面粗糙度。如果是淬火后軸承鋼淬火套圈HRC61-63加工余量大,推薦BN-S20刀片牌號(hào)。BN-S20最大單邊切削深度可以達(dá)到7mm。
這兩種加工淬火后軸承鋼淬火套圈HRC61-63的刀片牌號(hào)均為華菱超硬經(jīng)典刀片牌號(hào),獲得國家重點(diǎn)產(chǎn)學(xué)研科技攻關(guān)項(xiàng)目成果,韌性和壽命均在超硬刀片行業(yè)之冠。
干式切削加工淬硬軸承鋼刀片耐磨、抗沖擊、韌性好


員產(chǎn)品")


入企業(yè)網(wǎng)站")