- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
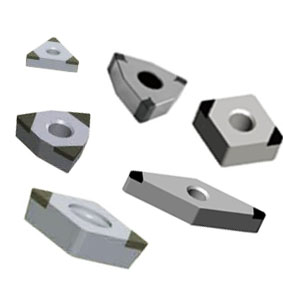
數控車床加工精鑄件齒輪(QT500-7球墨鑄鐵)選用CBN刀具
加工(QT500-7球墨鑄鐵)齒輪/齒圈滲碳淬火后變形嚴重,特別是對于大型加工(QT500-7球墨鑄鐵)齒輪/齒圈,滲碳淬火外圓和內孔尺寸變形量一般都很大,而對于滲碳淬火后的加工(QT500-7球墨鑄鐵)齒輪外圓車削,一直沒有合適的刀具,“華菱超硬”研制的用于強斷續車削淬火鋼的HLCBN刀具,對滲碳淬火加工(QT500-7球墨鑄鐵)齒輪外圓內孔及端面的變形進行車削修正找到了合適的斷續切削加工刀具,并在CBN刀具斷續切削加工領域取得世界性的突破。
加工(QT500-7球墨鑄鐵)齒輪齒圈滲碳淬火變形:加工(QT500-7球墨鑄鐵)齒輪滲碳淬火變形主要是由于工件在機加工時產生的殘余應力,熱處理過程中產生的熱應力和組織應力以及工件自重變形等共同作用而產生的。特別是大型齒圈和加工(QT500-7球墨鑄鐵)齒輪,大型加工(QT500-7球墨鑄鐵)齒輪齒圈由于模數大、滲層深,滲碳時間較長,并受到自重影響,也會增加滲碳淬火后的變形量。 大型加工(QT500-7球墨鑄鐵)齒輪軸變形規律:齒頂圓外徑呈明顯收縮趨勢,但一根齒軸的齒寬方向上,中間呈縮小,兩端略有脹大 。齒圈變形規律:大型齒圈經滲碳淬火后,其外徑均脹大,齒寬大小不同時,齒寬方向呈錐形或腰鼓形。
加工(QT500-7球墨鑄鐵)齒輪齒圈滲碳淬火后車削加工:加工(QT500-7球墨鑄鐵)齒輪齒圈滲碳淬火變形可以在一定程度上加以控制和減小,但是不能夠完全避免.對于滲碳淬火后的變形校正不再贅述,下面是淺談滲碳淬火后車削加工及刀具的可行性。
滲碳淬火后車削加工外圓,內孔,端面:對于滲碳淬火齒圈加工(QT500-7球墨鑄鐵)齒輪的外圓和內孔變形量的修正,車削是最簡單的辦法,以前任何刀具包括國外CBN刀具都不能解決強斷續切削淬火后加工(QT500-7球墨鑄鐵)齒輪外圓,華菱超硬受邀對此進行刀具研發,“間斷切削加工淬硬鋼一直是個難題,何況是動輒HRC60左右的淬硬鋼,而且變形余量大,在高速車削淬硬鋼時,如果工件有間斷切削,刀具在間斷切削淬硬鋼時會以每分鐘100次以上的沖擊來完成加工,對刀具的抗沖擊性能是個很大的挑戰。”中國刀協專家如是說。華菱超硬經過長達一年之久的反復試驗,推出強斷續車削淬硬鋼的CBN刀具牌號;并在滲碳淬火后的加工(QT500-7球墨鑄鐵)齒輪外圓進行車削實驗。
加工(QT500-7球墨鑄鐵)齒輪/齒圈滲碳淬火后車削加工外圓試驗
大型加工(QT500-7球墨鑄鐵)齒輪(齒圈)滲碳淬火后變形嚴重,加工(QT500-7球墨鑄鐵)齒輪齒圈外圓變形量高達2mm,淬火后的硬度為HRC60-65,客戶當時很難找到大直徑磨床,而且加工余量大,磨削效率太低,最終對滲碳淬火加工(QT500-7球墨鑄鐵)齒輪進行外圓車削。
切削線速度:50--70m/min, 吃刀深度1.5--2mm 走刀量0.15-0.2mm/每轉(根據粗糙度要求調整)
車淬火加工(QT500-7球墨鑄鐵)齒輪外圓時,一次走刀加工完成,原來用的進口陶瓷刀具只能多次加工才能把變形量切掉,而且崩刃嚴重,刀具使用成本非常高。
刀具試驗結果:比原來用的進口氮化硅陶瓷刀具抗沖擊,在吃刀深度增大三倍的情況下壽命是氮化硅陶瓷刀具的6倍!切削效率整整提高3倍(原來是三次走刀,現在是一次走到完成)。工件表面粗糙度也達到用戶要求,最難能可貴的是刀具的最終失效形式并不是讓人擔心的崩刀刃,而是正常的后刀面磨損。此次斷續車削淬火加工(QT500-7球墨鑄鐵)齒輪外圓實驗,打破了業內CBN刀具不能用于強斷續車削淬硬鋼的神話!在刀具學術界引起很大的轟動!

加工(QT500-7球墨鑄鐵)齒輪淬火后硬車削內孔的表面光潔度
以斷續切削帶油槽的加工(QT500-7球墨鑄鐵)齒輪內孔為例:試切刀具壽命達到8000米以上,光潔度Ra0.8以內;如果使用帶修光刃CBN刀具,淬硬鋼車削光潔度達到Ra0.4左右。并能取得很好的刀具壽命
加工(QT500-7球墨鑄鐵)齒輪滲碳淬火后車加工端面
加工加工加工(QT500-7球墨鑄鐵)齒輪熱后硬車端面時,能有效代替磨削加工,作為“以車代磨”的典型應用,立方氮化硼刀片已經很普及的應用在加工(QT500-7球墨鑄鐵)齒輪端面熱后硬車的生產實踐中,硬車削與磨削加工相比,確實大大提高了工作效率。
綜述:
對于滲碳淬火后車削問題,對于端面車削,普通的焊接復合式立方氮化硼刀具已經得到普及,但對于大型加工(QT500-7球墨鑄鐵)齒輪齒圈滲碳淬火的外圓和內孔尺寸變形,大余量車削掉變形量一直是加工難題。 華菱超硬HLCBN立方氮化硼刀具斷續車削淬火鋼是刀具行業的一大進步,有利于加工(QT500-7球墨鑄鐵)齒輪行業“以車代磨”工藝的廣泛推廣,也為困擾多年的淬硬加工(QT500-7球墨鑄鐵)齒輪外圓車削用刀具問題找到了答案,對縮短加工(QT500-7球墨鑄鐵)齒輪齒圈的制造周期,降低生產成本也都具有重要意義 ;HLCBN系列刀具被業界稱為強斷續車削淬火鋼的世界典范。
數控車床加工精鑄件齒輪(QT500-7球墨鑄鐵)選用CBN刀具在選用之前,配刀非常重要,想要更好的提高加工效率,降低加工成本,在購買刀具之前,做好前期溝通是非常必要的。為公司量身訂做非標成型刀具從而達到公司工件的加工要求。歡迎您的垂詢
公司名稱:鄭州華菱超硬材料有限公司
聯 系 人:吳百利
地 址:鄭州市高新區櫻花街五號
電 話:0371-67986978
手 機:15638121553
傳 真:0371-67981990





